ПЛАВИЛЬНЫЕ ПЕЧИ ЛИТЕЙНЫХ ЦЕХОВ
123
ω
′
шл
= ω
шл
0,06 = 2106
⋅
0,06 = 126,36 кДж/кг (35 кВт
⋅
ч/кг).
Таким образом, полезная энергия, требующаяся в дуговой сталеплавиль-
ной печи в период расплавления на 1 т холодной металлической загрузки, со-
ставляет:
•
для нагрева до 1510
о
С и расплавления загрузки без перегрева жидкого ме-
талла сверх температуры плавления
ω
1
= 1334
⋅
1000 = 1334 кДж/т (370 кВт
⋅
ч/т);
•
для перегрева жидкого металла на 50
о
С сверх температуры плавления
ω
2
= 44,8
⋅
1000 = 44,8 кДж/т (11,6 кВт
⋅
ч/т);
•
для нагрева и расплавления шлакообразующих материалов, а также для пе-
регрева до температуры 1560
о
С расплавленного шлака в количестве 6% массы
металлической загрузки печи
ω
3
= ω
′
шл
⋅
1000 = 126,36
⋅
1000 = 126,36 кДж/т (35 кВт
⋅
ч/т).
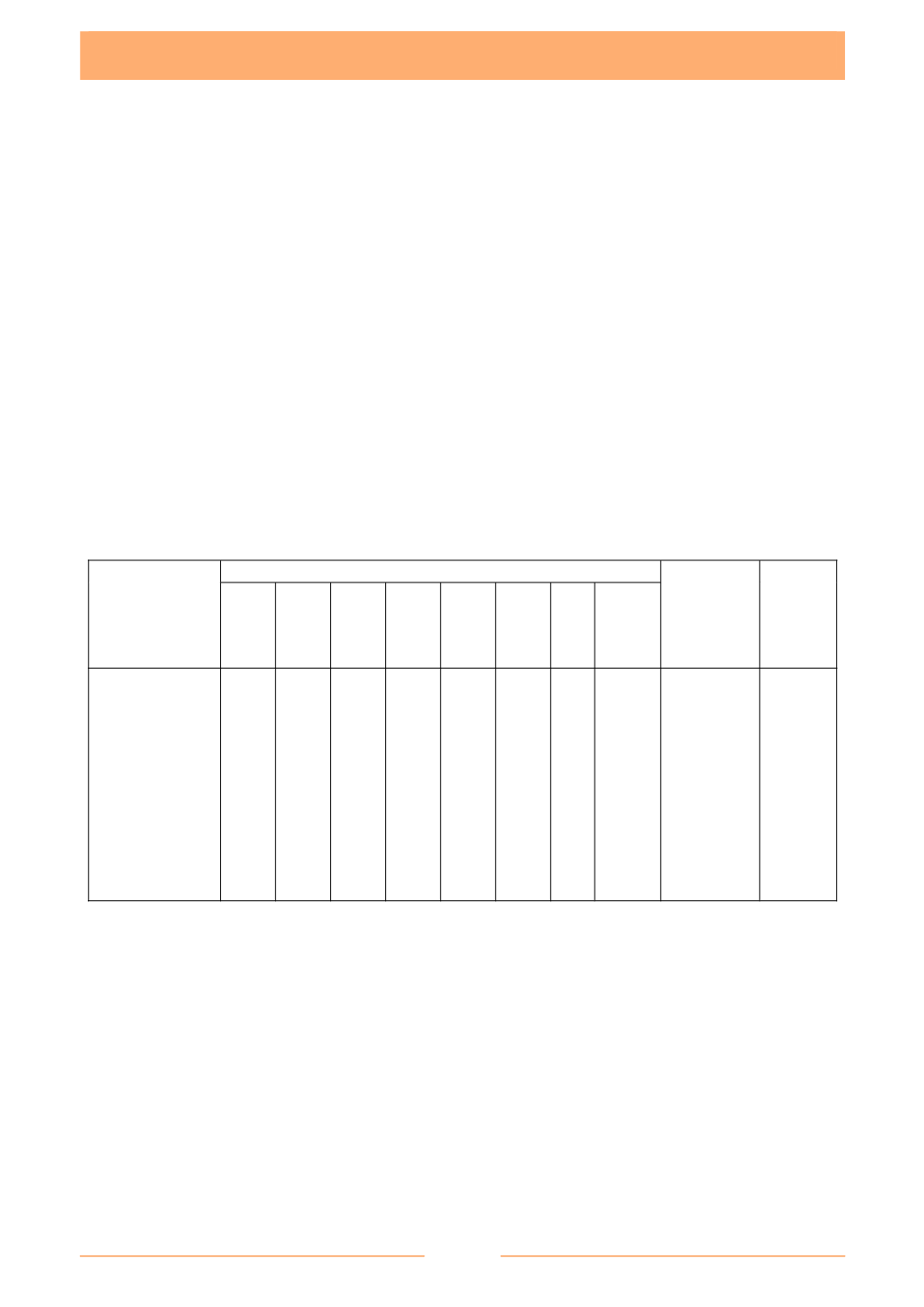
Таблица 4.4
Данные для расчёта энергии шлакообразования
Вид шлака
Содержание шлака, %
Средняя уд.
теплоём-
кость,
кДж/
(кг.К)
Темпе-
ратура
шлака,
о
С
FeO Fe
2
O
3
MnO P
2
O
5
SiO
2
Al
2
O
3
CaO MgO
Фосфористый
Сернистый
Фосфористый
Сернистый
Фосфористый
Сернистый
Фосфористый
Сернистый
Фосфористый
Сернистый
18,8
0,98
15,28
1,10
9,77
1,50
23,26
1,50
–
1,10
8,24
0,49
4,28
0,47
4,58
0,59
6,01
0,59
–
0,47
2,13
0,20
3,10
0,19
3,50
0,36
3,83
0,30
–
–
1,12
0,04
0,53
–
1,42
–
0,91
–
0,09
–
7,12
25,31
9,42
16,14
6,55
24,0
10,16
24,0
23,18
18,14
1,60
8,10
2,75
7,37
1,56
5,03
3,49
5,00
5,13
7,37
53,61
54,72
52,61
57,73
63,0
54,57
52,56
54,57
41,55
57,73
3,59
7,14
7,21
10,06
7,17
8,81
7,12
8,80
–
10,06
1,145
1,253
1,188
1,274
1,174
1,224
1,174
1,253
1,296
1,170
1575
1610
1570
1600
1520
1570
1590
1605
1634
1620
Энергия ω
1
необходима при любом виде технологического процесса
плавки стали на твёрдой холодной завалке. Что касается составляющих энергии
ω
2
и ω
3
, то они не являются обязательными для периода расплавления. Для дру-
гих периодов они могут оцениваться с учётом температур перегрева металла и
шлака, а также относительного количества шлака, вводимого в печь в период
расплавления.
В процессе нагрева и расплавления в дуговой печи происходит угар неко-
торой части загруженного в печь металла. Обычно угар
К
уг
составляет 5 – 6%
массы загруженного металла. Поэтому для получения заданного количества
жидкого металла
G
ж
в печи должно находиться увеличенное количество скрапа,
исходя из соотношения
G
загр
=
G
ж
/(1 –
К
уг
/100), где
G
загр
– масса загружаемого в


