ПЛАВИЛЬНЫЕ ПЕЧИ ЛИТЕЙНЫХ ЦЕХОВ
118
применяют также для производства фасонных отливок из тугоплавких метал-
лов (сплавов на основе молибдена, ниобия).
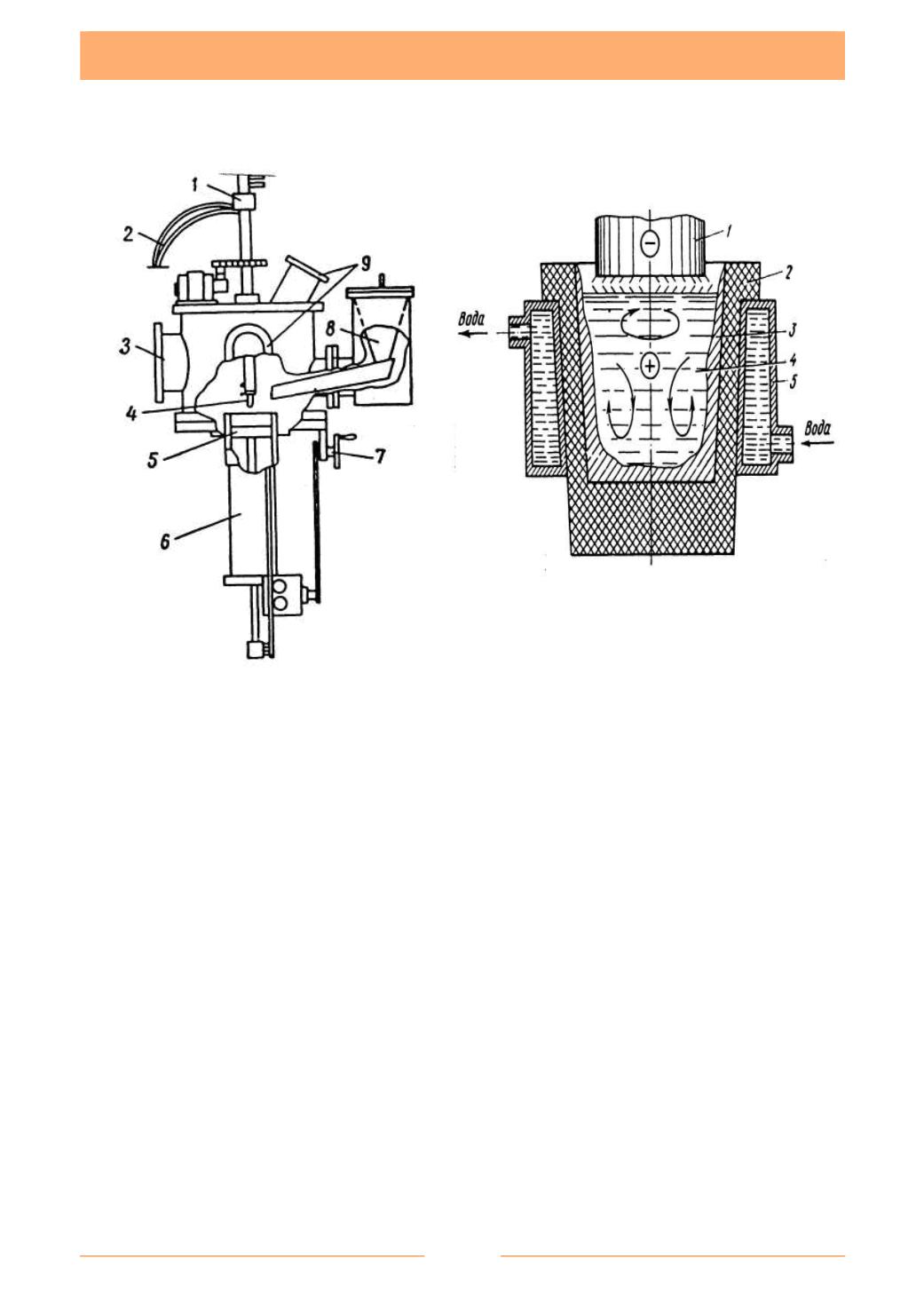
Рис. 4.22. Схема дуговой вакуумной
электропечи с нераходуемым
электродом
Рис. 4.23. Схема дуговой
гарнисажной плавки:
1
– расходуемый электрод (катод);
2
– тигель;
3
– гарнисаж;
4
– ванна жидкого металла;
5
– водоохлаждаемый корпус тигля
В ВДГП плавку ведут дугой постоянного тока с расходуемым электро-
дом. Ванну наплавляют в тигле, на внутренней поверхности которого образует-
ся твёрдая корочка расплавляемого металла, называемая гарнисажем
(рис. 4.23). Его назначение – предотвращение контакта расплава с тиглем и хи-
мического взаимодействия между ними. Чтобы обеспечить намораживание и
сохранение гарнисажа в процессе плавки, тигель интенсивно охлаждают водой.
Возможно также охлаждение газовое (гелием) или жидкометаллическое (спла-
вом Na – K). Рабочую оболочку тигля изготавливают из графита или меди. Для
плавки титановых сплавов применяют графитовые тигли.
На конструкцию ВДГП в значительной степени влияет способ разливки
металла. По этому признаку все печи делят на две группы: печи с разливкой
металла при горящей дуге (разливка «из-под дуги») и печи с разливкой металла
после выключения дуги.
В печах первой группы не происходит охлаждения ванны при сливе ме-
талла из тигля, что способствует сохранению литейных форм. Однако эти печи
менее надёжны и более сложны в эксплуатации. Разливка металла при горящей
дуге может производится наклоном корпуса печи, что используется в лабора-
торных установках. В промышленных печах это обеспечивается применением


