СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
6
7
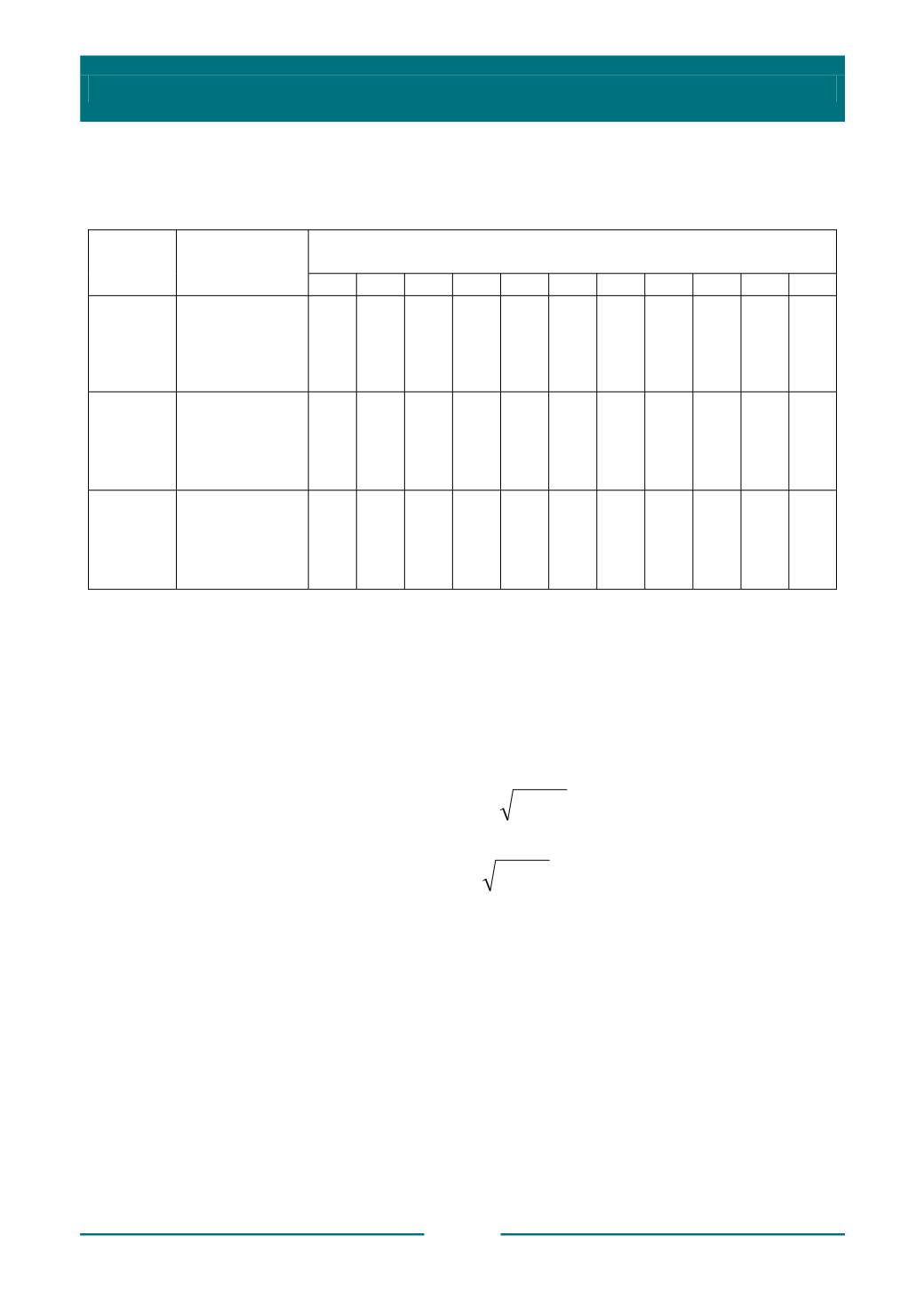
Таблица 1.4
Диаметр стояков
D
ст
и модули охлаждения δ
п
(приведенные толщины)
в зависимости от приведенной толщины узла δ
о
и массы
G
отливок
G
, г
Характеризуе
мый
параметр
Значения параметра в зависимости от приведенной
толщины узла отливки δ
о
, мм
1,1 1,8 2,5 3,0 3,5 3,9 4,2 4,6 5,1 5,8 6,7
50
D
ст,
мм
δ
п
, мм:
при
l
п
= 4 мм
при
l
п
= 8 мм
20
1,75
2,00
20
2,50
3,00
25
2,50
3,20
25
3,00
3,50
30
3,00
3,75
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
50…100
D
ст
, мм
δ
п
, мм:
при
l
п
= 4 мм
при
l
п
= 8 мм
20
2,00
2,50
20
2,75
3,50
25
3,00
3,75
30
3,50
3,50
30
3,75
4,30
30
4,0
4,75
30
4,5
5,0
35
–
4,5
–
–
–
–
–
–
–
–
–
100…200
D
ст,
мм
δ
п
, мм:
при
l
п
= 4 мм
при
l
п
= 8 мм
20
2,5
3,0
25
2,75
3,5
30
3,0
3,75
30
3,25
4,25
35
3,5
4,5
35
3,75
4,75
40
4,0
5,0
40
4,95
5,25
40
4,5
5,5
45
4,5
5,75
45
5,0
6,25
Второй способ
, разработанный Н.Н. Лященко, применяют для расчета
размеров элементов ЛПС II и III типов. Размеры прибылей определяют по методу
вписанных сфер (окружностей). При расчете размеров прибыли учитывают
дистанцию ее действия R. Как правило, тонкие стенки отливок располагают
вертикально, а металл в полость формы подводят снизу. Проверку правильности
назначения размеров каналов литниково-питающих систем ведут гидравлическим
методом. Площадь суженного сечения
f
с.с
(см
2
) определяют по формуле:
(
)
р
зап
с.с
2
/
gH
G f
ρµτ
=
или
(
)
р
с.с
2 /
gH
M f
ρµ =
,
где
G
– масса отливки, г; ρ – плотность жидкого металла, г/см
3
;
μ = 1,4…1,5 с учетом энергии струи расплава из ковша (значения μ больше, чем
например, при заливке песчаных форм, так как стенки оболочковой формы имеют
низкую шероховатость); τ
зап
– продолжительность заполнения формы, мин;
g
– ускорение свободного падения, см/с
2
;
H
р
– расчетный напор столба металла в
узком сечении, см;
M
– массовая скорость заливки, г/с,
M
=
kl
max
/
d
ст
;
K
– коэффициент, зависящий от способа подвода расплава в полость формы: для
верхнего подвода – 0,05, для бокового подвода – 0,06, для нижнего подвода – 0,08;
l
max
– наибольшая протяженность тонкой стенки отливки, мм;
d
ст
– толщина тонкой стенки отливки, мм.
В целях облегчения и ускорения проектирования литниково-питающих
систем для отливок по выплавляемым моделям основные конструкции ЛПС и их
элементы – литниковые чаши, зумпфы, питатели, стояки и т. д. – должны


