СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
60
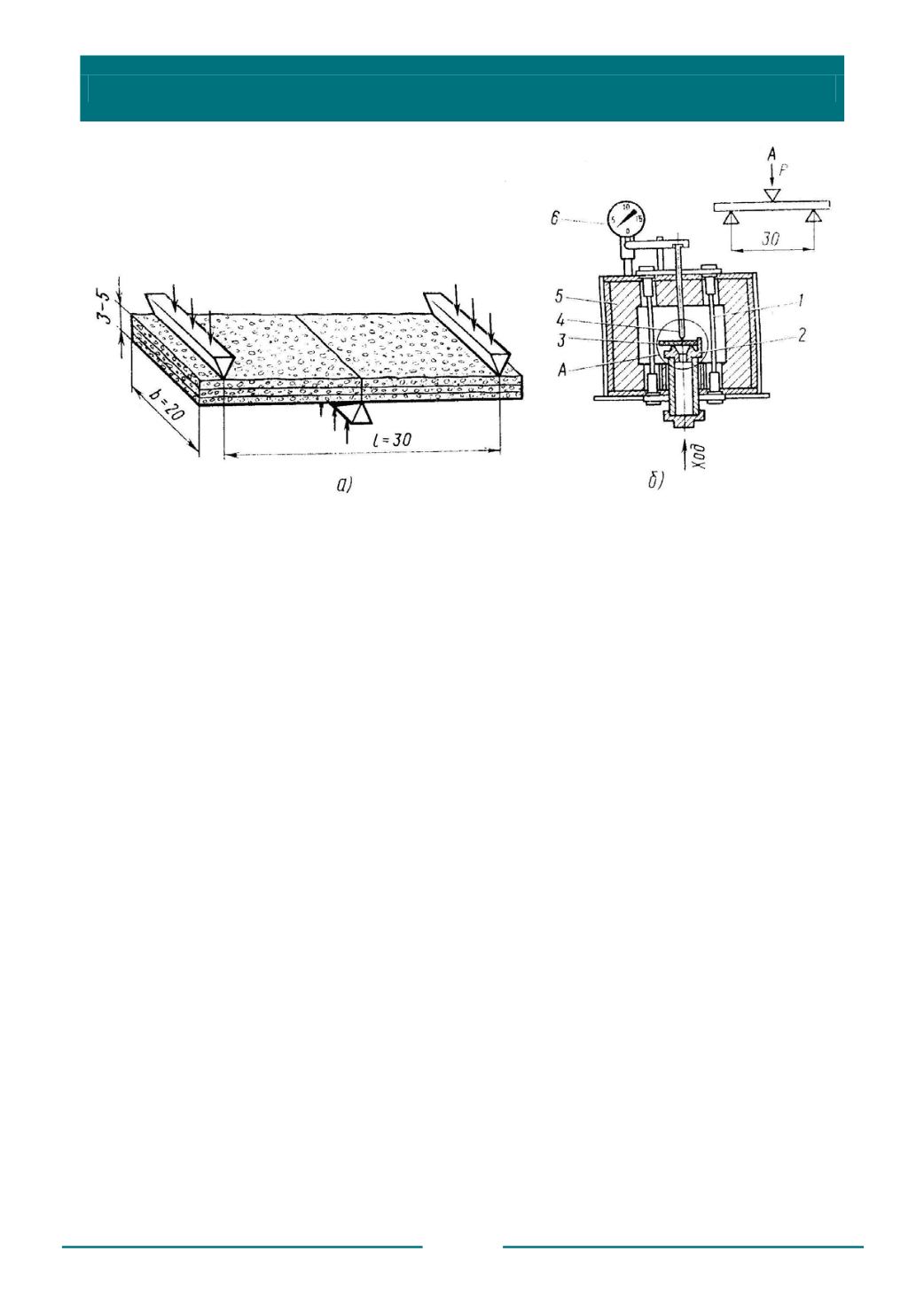
Рис. 1.24. Принципиальная схема определения
σ
и
, МПа:
а
– нагружение образца;
б
– испытание при высоких температурах;
1
– силитовые нагреватели;
2
– опоры;
3
– образец;
4
– шток; 5 – печь;
6
– динамометр
Испытания на газопроницаемость проводят по стандартной методике на
прокаленных образцах в виде диска диаметром 50 мм и толщиной 3 мм.
Технология изготовления образцов такая же, как и при испытании образцов на
изгиб. Для определения газопроницаемости используют приборы мод. 042М или
мод. 5037. Для этого приготовленный и прокаленный образец помещают в патрон
Фишера гладкой поверхность вниз и уплотняют в патроне подкачкой воздуха в
резиновую камеру. Затем патрон с образцом устанавливают в прибор и проводят
испытание.
1.8. Дефекты отливок
Дефекты отливок в литье по выплавляемым моделям можно разделить на
дефекты, возникающие вследствие нарушения и недоработки технологии
изготовления формы или технологии плавки, заливки и охлаждения металла.
Условно все дефекты можно разделить на следующие группы:
• дефекты отливок по вине формы (поверхностные дефекты; внутренние
дефекты; несоответствие размерно-геометрической точности отливок);
• несоответствие химического состава и структуры;
• несоответствие механических свойств.
К поверхностным дефектам относятся повышенная шероховатость, заливы,
пригар, обезуглероженный слой.


