СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
51
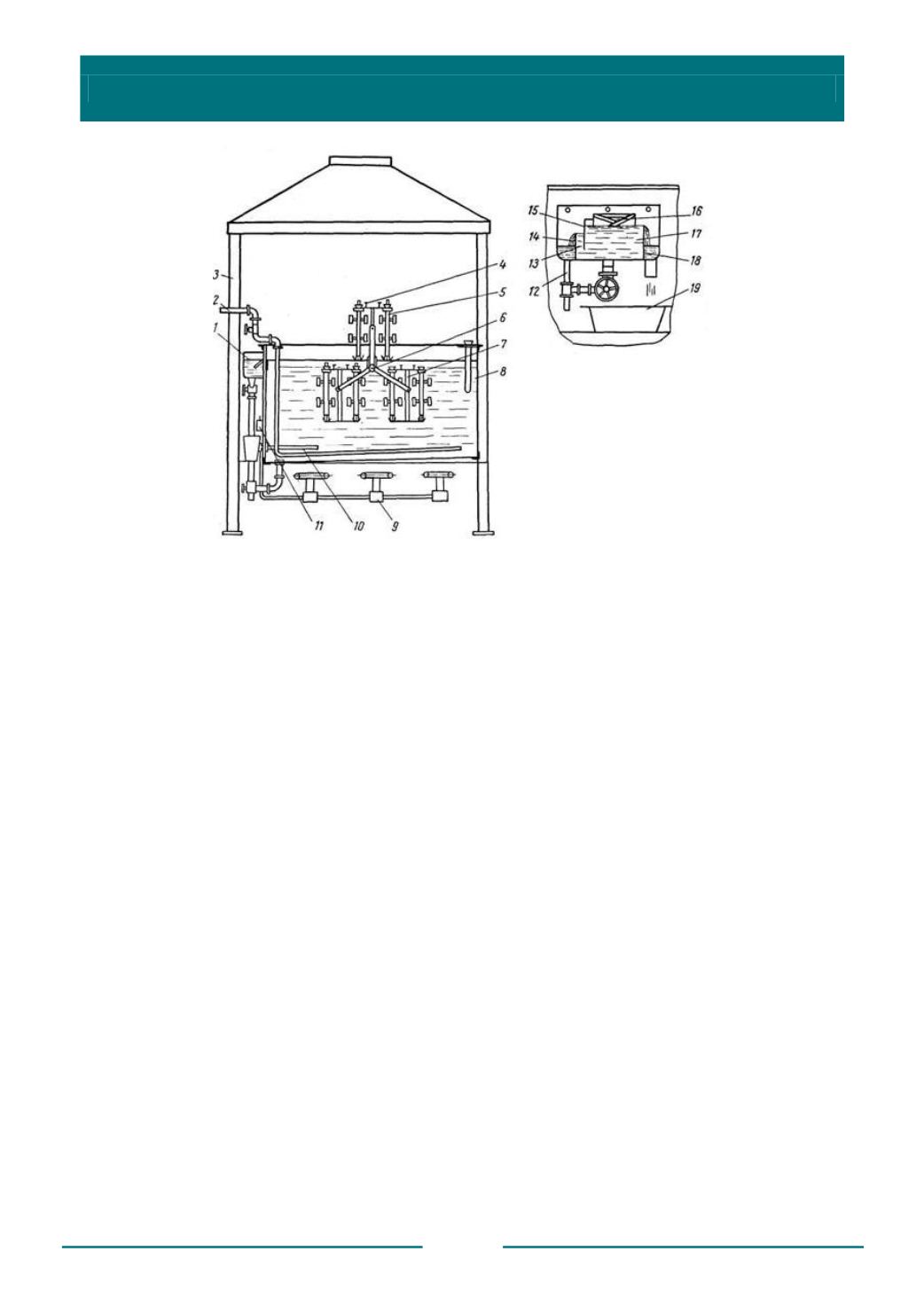
Рис. 1.17. Установка для выплавления модельного состава из оболочек в воде:
1
– разделительная коробка;
2
– водопроводные трубки;
3
– каркас;
4
– зажимы;
5
– модельные блоки;
6
– подвижное колесо;
7
– блокодержатели;
8
– ванна;
9
– газовая горелка;
10
– терморегулятор;
11
– газорегулятор;
12
– сливная труба;
13
– камера для воды;
14
,
15
– перегородки;
16
– сливное отверстие;
17
– камера смеси;
18
– перегородка;
19
– сборник
Наиболее выгодным вариантом в случае полимерных моделей является
сочетание процессов растворения и выжигания при удалении модельных составов.
Растворение в этом варианте проводят до появления зазора между моделью и
керамической оболочкой, чтобы расширяющийся модельный состав при
дальнейшем его выжигании не смог повредить форму. При этом экономится
значительное количество органического растворителя.
В настоящее время начинает широко применяться автоклавный метод
выплавления моделей перегретым насыщенным паром под давлением. Находят
применение и способы, использующие для выплавления токи высокой
частоты (2500 Гц) и энергию сверхвысоких частот (СВЧ-нагрев, 2450 МГц).
1.5.6. Прокаливание оболочковых форм
Прокалку оболочковых форм производят в двух вариантах: с опорным
наполнителем и без опорного наполнителя. Целью данной операции является
выжигание остатков модельного состава после удаления моделей, воды, остатков
растворителя и продуктов неполного гидролиза этилсиликата. Все эти соединения
обладают повышенной газотворностью и могут вызывать многочисленные виды
брака при заливке формы металлом.


