СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
156
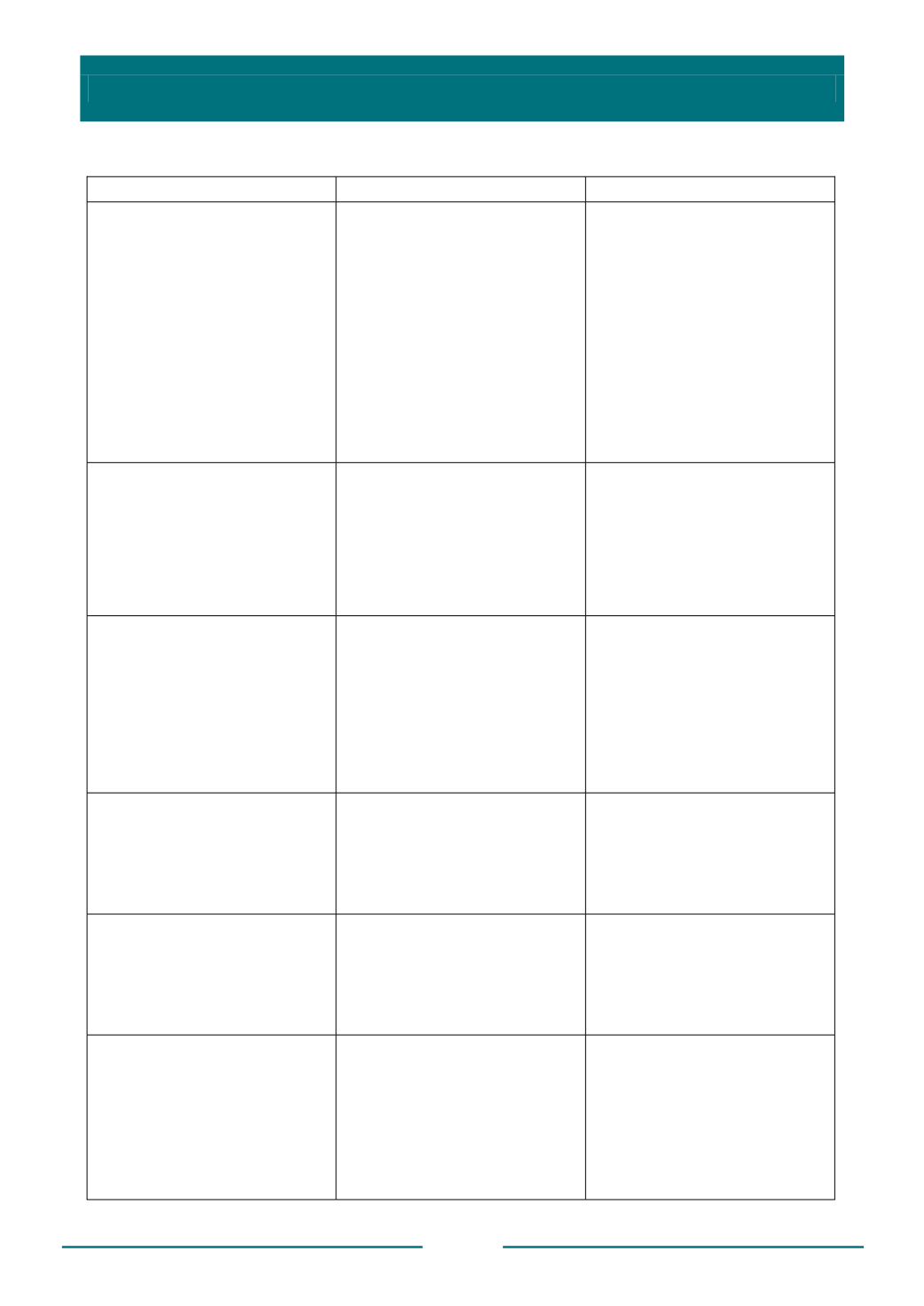
Продолжение табл. 3.12
1
2
3
6. Металлические плены –
дефект на боковых
поверхностях чугунных
отливок в виде
металлических настылей;
является результатом
выдавливания металла через
микротрещины в
затвердевающем слое на
поверхности отливки
Исправляется зачисткой
абразивом
Низкая газопроницаемость
формы и противопригарного
покрытия. Неравномерный
подъем металла по сечению
модели
Увеличить
газопроницаемость формы и
противопригарного слоя.
Изменить подвод металла
7. Расслоение – крупные
плоские пустоты в верхней
части алюминиевых
отливок. Обнаруживается
визуально или при
механической обработке.
Отливка бракуется
Высокая скорость заливки
Снизить скорость заливки.
Установить выпор в верхней
части отливки
8. Спаи и неслитины – вид
дефекта отливок из
алюминиевых сплавов,
образующегося в результате
захвата металлом жидкой
фазы дестругирующего
модельного материала.
Обнаруживается визуально
Низкая скорость заливки и
неравномерный подъем
металла по сечению модели.
Холодный металл
Увеличить скорость и
температуру заливки
9. Газовая пористость –
мелкие раковины,
поражающие верх, иногда
боковые части отливок,
преимущественно стальных
Низкая газопроницаемость
формы и противопригарного
покрытия. Высокая скорость
заливки
Уменьшить скорость
заливки. Увеличить
газопроницаемость формы и
противопригарного
покрытия
10. Обезуглероженный слой
– поверхностное
обезуглероживание
стальных массивных
отливок
Отсутствие карбюризатора в
формовочной смеси
Выбивка отливки при
высоких температурах
(~ 700° С). Введение
карбюризатора в
формовочную смесь
11. Цементация –
науглероживание
поверхностного слоя
стальной отливки.
Устраняется отжигом
Низкая газопроницаемость
формы и противопригарного
покрытия. Большая
плотность модели. Очень
медленная или очень
быстрая заливка
Увеличить
газопроницаемость формы и
противопригарного
покрытия. Уменьшить
плотность полистирола.
Залить с оптимальной
скоростью


