СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
157
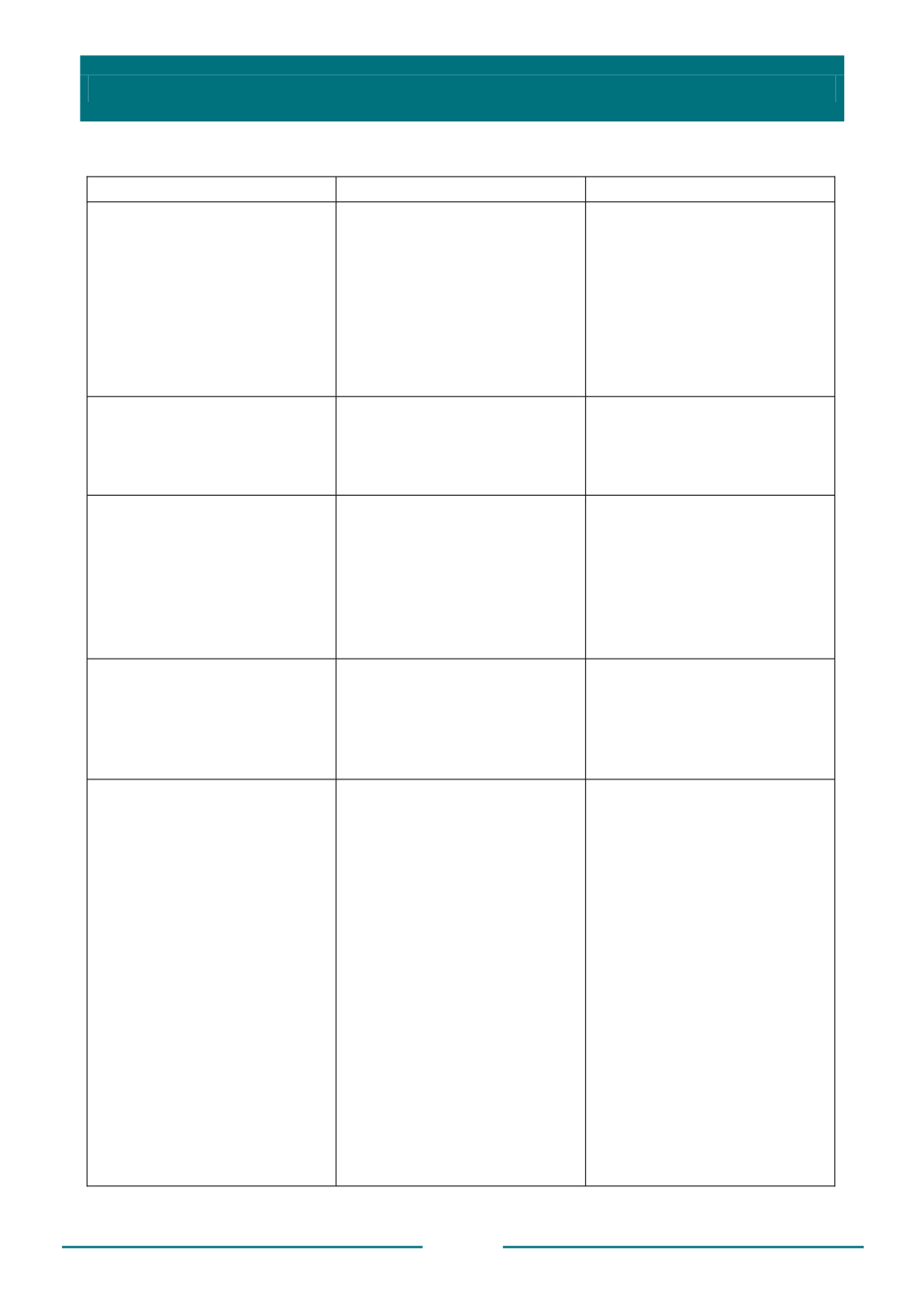
Продолжение табл. 3.12
1
2
3
12. Графитизация –
насыщение углеродом
поверхностного слоя
стальной отливки,
обнаруживается при
просмотре шлифа под
микроскопом. В центре
ферритных зерен имеются
скопления графита
Низкая газопроницаемость
формы и противопригарного
покрытия
Увеличить
газопроницаемость формы и
противопригарного
покрытия
13. Грубая форма графита в
чугунных отливках.
Просматривается на шлифе
под микроскопом
Низкая газопроницаемость
формы и противопригарного
покрытия
Увеличить
газопроницаемость формы и
противопригарного
покрытия
14. Наросты – металлические
гребешки, отдельные
выступы неправильной
формы. Обнаруживаются
визуально. Исправляются
зачисткой абразивом
Слабое уплотнение формы.
Тонкий слой
противопригарного
покрытия
Равномерно уплотнить
форму, увеличить толщину
противопригарного
покрытия
15. Сетка – отпечатки на
поверхности отливки
углублений в месте спая
модели из пенополистирола.
Обнаруживается визуально
Гранулы плохо сварились
между собой при
изготовлении модели
Повысить качество
поверхности модели.
Заделать несварившиеся
места воском или другими
материалами
16. Обвал – неправильной
формы полости в теле
отливки, заполненные
песком, образуются в
результате местного
разрушения формы.
Мелкие дефекты могут быть
устранены зачисткой или
механической обработкой.
Отливка обычно имеет
глубокие песчаные
раковины и бракуется
Очень медленная заливка
формы, в результате чего
давление недостаточно.
Ударное действие струи
металла на стенку формы.
Слабое уплотнение песчаной
формы. Разрежение в
питателе. Неправильная
вентиляция формы.
Недостаточная прочность
противопригарного
покрытия. Модель
разрушается неравномерно в
результате действия газов.
Газы направлены по границе
модель–форма, в результате
происходят крупные обвалы
стенок формы
Увеличить скорость заливки.
Изменить конструкцию
литниковой системы.
Уплотнить форму.
Устранить разрежение в
питателе. Улучшить
вентиляцию стенок и частей
формы, выполняющих
внутренние части отливки.
Увеличить толщину
противопригарного
покрытия.
Установить местные
газоотводные каналы в виде
керамических и стеклянных
трубок


