ТЕХНОЛОГИЯ СПЕЦИАЛЬНЫХ ВИДОВ ЛИТЬЯ
124
Глава 6. ЦЕНТРОБЕЖНОЕ ЛИТЬЁ
6.1. Сущность процесса. Две разновидности процесса.
Принцип центробежного литья заключается в том, что заполнение
формы расплавом и формирование отливки происходят при вращении формы
либо вокруг горизонтальной, вертикальной или наклонной оси, либо при ее
вращении по сложной траектории. Этим достигается дополнительное воздейст-
вие на расплав и затвердевающую отливку поля центробежных сил. Процесс
реализуется на специальных центробежных машинах и столах.
Чаще используют два варианта способа, в которых расплав заливается в
форму
с горизонтальной или вертикальной осью вращения.
В первом варианте получают отливки — тела вращения малой и боль-
шой протяженности.
Во втором — тела вращения малой протяженности и фасонные отливки.
Наиболее распространен способ литья пустотелых цилиндрических от-
ливок в металлические формы с горизонтальной осью вращения. По этому спо-
собу (рис. 6.1) отливка формируется в поле центробежных сил со свободной
цилиндрической поверхностью, а формообразующей поверхностью служит
внутренняя поверхность изложницы.
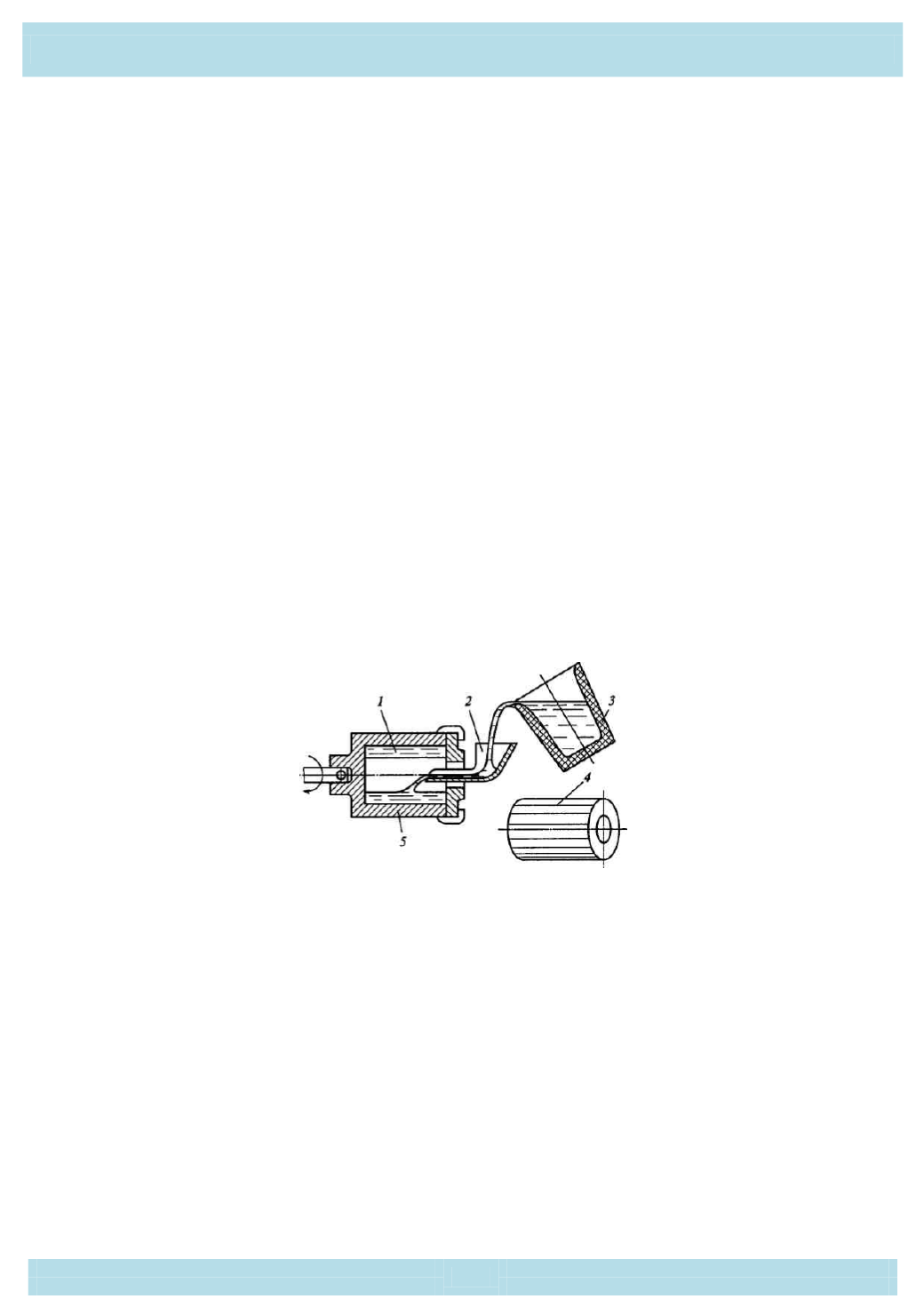
Рис. 6.1. Схема получения отливки при вращении
формы вокруг горизонтальной оси:
1
— расплав;
2
— заливочный желоб;
3
— ковш;
4
— отливка; 5 — форма
Расплав из ковша 5 заливают во вращающуюся форму 5 через заливоч-
ный желоб
2.
Расплав
1
растекается по внутренней поверхности формы, образуя
под действием поля центробежных сил пустотелый цилиндр. После затвердева-
ния металла и остановки формы отливку 4 извлекают. Данный способ характе-
ризуется наиболее высоким технологическим выходом одного (ТВГ≈100%), так
как отсутствует расход металла на литниковую систему.
Схема получения отливки при вращении формы вокруг вертикальной
оси представлена на рис.6.2.


