ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ И ОБОРУДОВАНИЕ
ДЛЯ СПЕЦИАЛЬНЫХ ВИДОВ ЛИТЬЯ
81
•
стенд приварки расходуемого электрода;
•
вакуумная система и т. д.
Рабочий цикл такой установки состоит из этапов плавления и
заливки, охлаждения отливок в вакууме подготовительно заключительных
операций, приварки расходуемого электрода и охлаждения места приварки,
герметизации и вакуумирования установки.
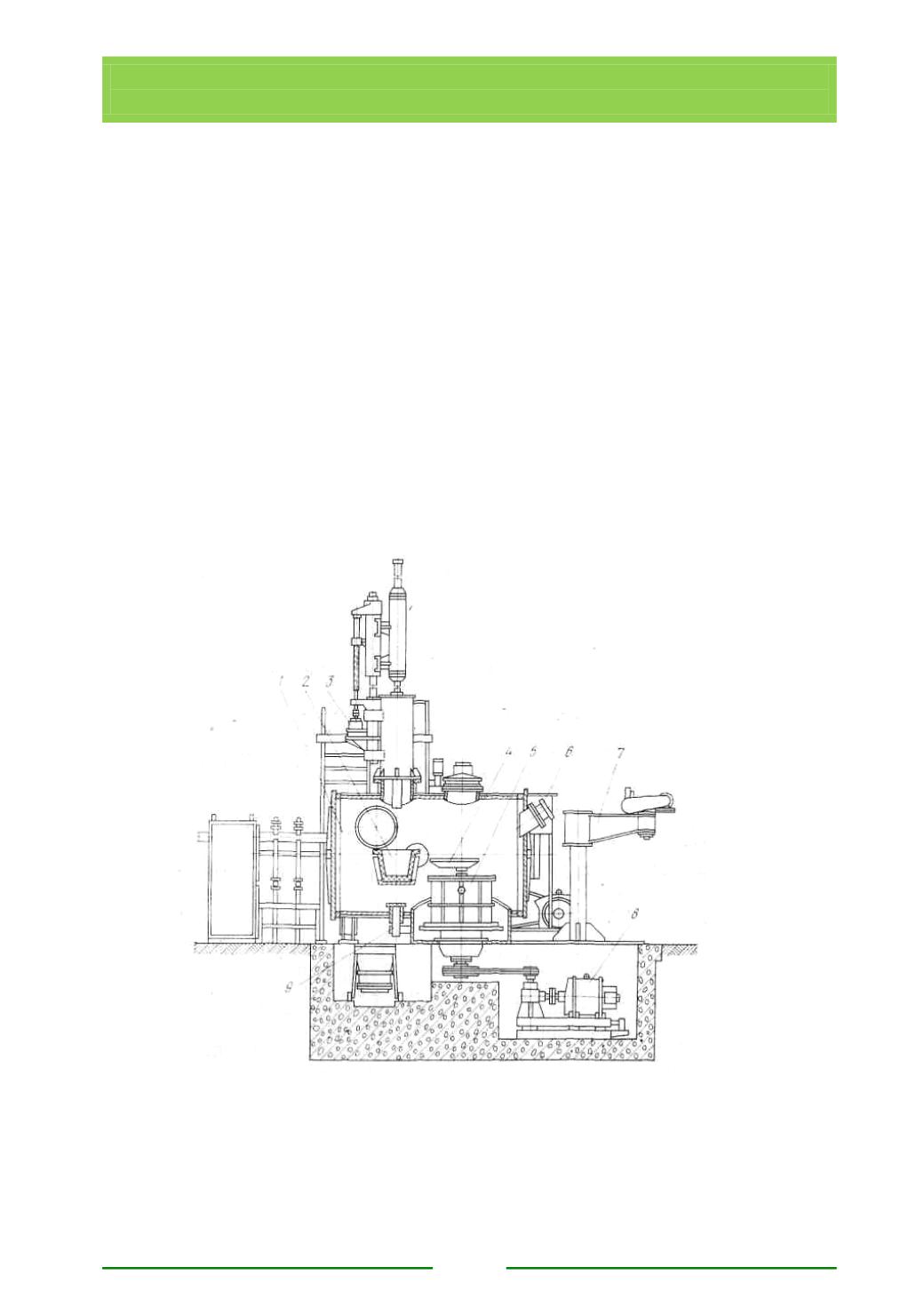
На рис. 14.10 приведена принципиальная схема плавильно – заливочной
установки с центробежной заливкой форм.
Основной узел – водоохлаждаемый тигель расположен внутри
цилиндрической вакуумной камеры. Снаружи камеры на верхнем фланце
установлен механизм подачи электрода (для рабочей подачи используется
электродвигатель постоянного тока, для отброса электрода перед сливом
металла – пневмоцилиндр). Контейнер с литейными формами загружают на
центробежный стол с помощью поворотного крана. Этим же краном
устанавливают на контактную площадку новый расходуемый электрод с
целью его приварки к огарку ранее расплавленного электрода.
Рис. 14.10. Вакуумная дуговая плавильно-заливочная установка 833Д:
1
— вакуумная камера;
2
— плавильный тигель;
3
— механизм подачи электрода;
4
- приемно-направляющий лоток;
5 — контейнер с литейными формами;
6 —
гляделка;
7 — поворотный кран;
8
— привод центробежной машины;
9
— контактная
площадка для приварки электрода.


