ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ И ОБОРУДОВАНИЕ
ДЛЯ СПЕЦИАЛЬНЫХ ВИДОВ ЛИТЬЯ
82
Разливка металла после выключения дуги и отброса электрода
производится поворотом тигля с помощью гидропривода вокруг оси,
проходящей через сливной носок. Расплав к форме подается по приемно-
направляющему лотку. Привод центробежной машины вынесен за пределы
вакуумной камеры, он состоит из электродвигателя постоянного тока,
редуктора и рамы.
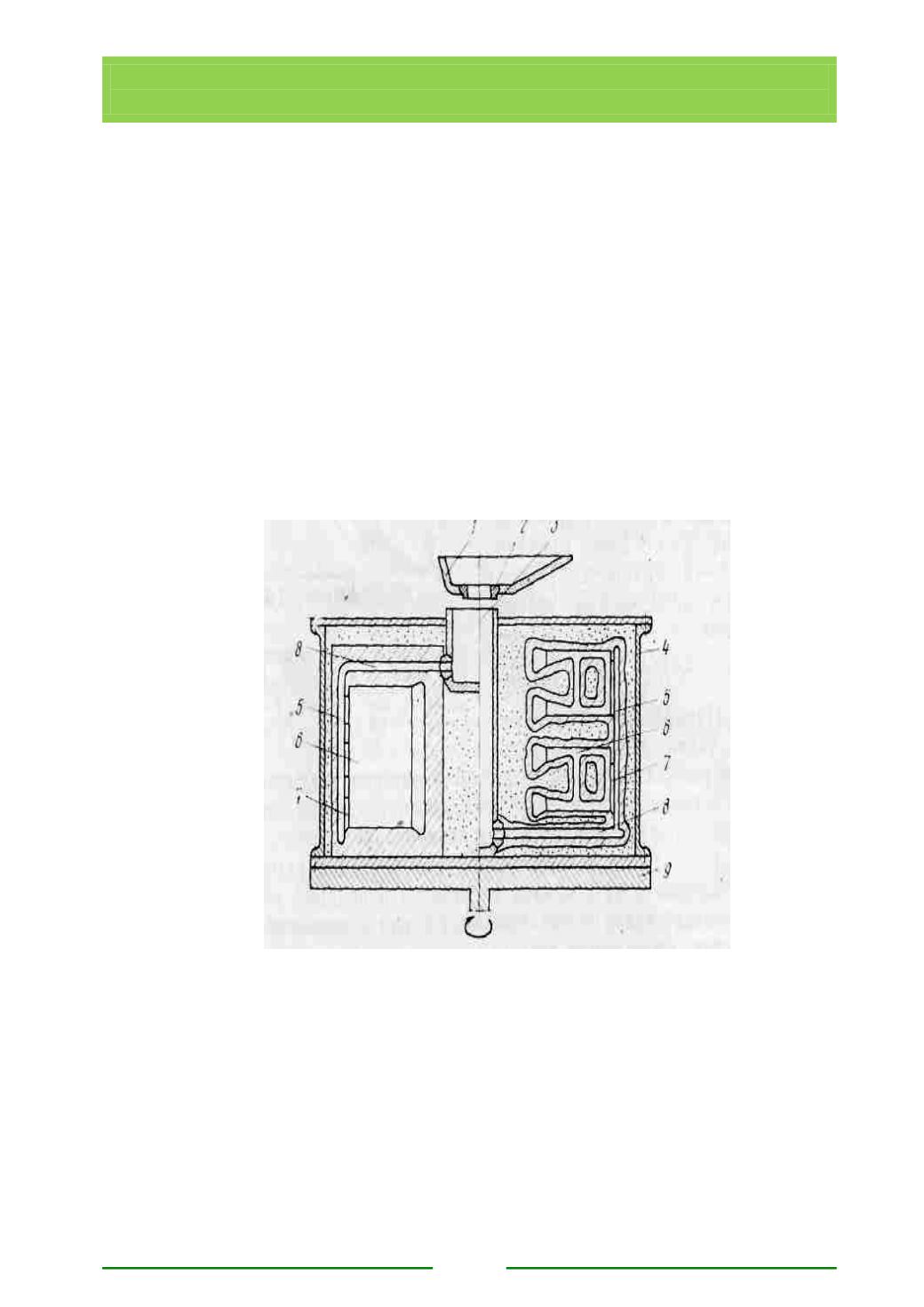
Для подачи жидкого металла в рабочую полость, формы
при центробежном литье применяют металлопровод (рис.14.11).
Наилучшие условия заполнения формы создаются, когда в металлопроводе
отсутствуют разрывы потока металла. Условие неразрывности для не-
сжимаемой жидкости означает равенство расходов металла во всех
элементах и сечениях металлопровода. Следуя этому условию,
рассчитывают размеры элементов металлопровода и режимы заливки.
Рис. 14.11. Типовой металлопровод, применяемый при центробежном литье:
1
— приемно-направляющий лоток;
2 —
направляющая втулка;
3
— центральный стояк;
4
— заливочный контейнер;
5—колодец;
6
— отливка;
7
— питатель:
8
— литниковый ход; 9 — центробежный стол
На рис. 14.12 приведена схема модернизированной установки 5А14
для литья титана под давлением.


