" Н а у к а м о л о д ы х " , 3 0 - 3 1 м а р т а 2 0 1 7 г . , А р з а м а с
П о с в я щ а е т с я 1 0 0 - л е т и ю Р о с т и с л а в а Е в г е н ь е в и ч а А л е к с е е в а
148
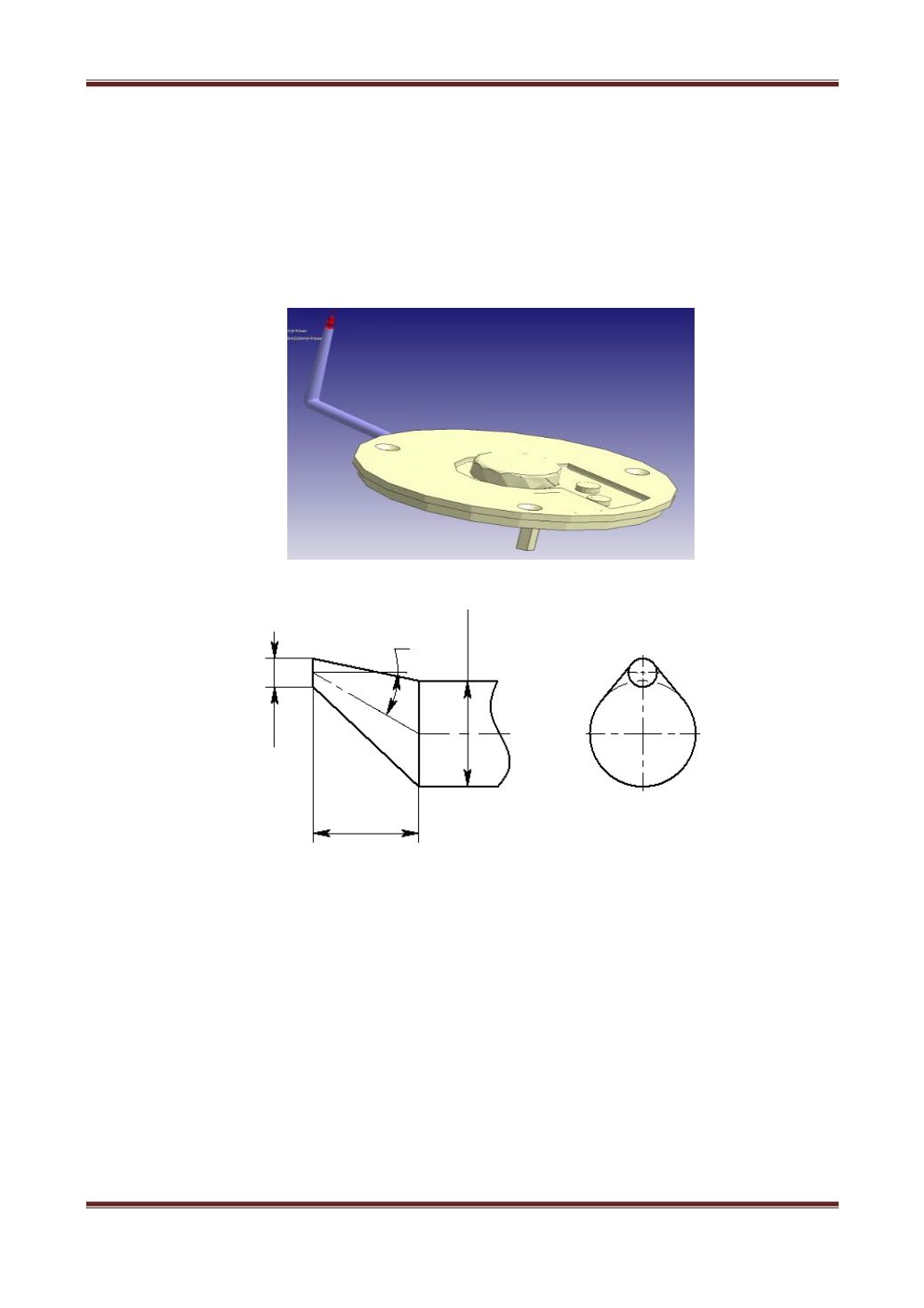
Ø0,8
3.
Двухместная пресс-форма;
4.
Тип литника - отрывной;
5.
Цикл литья 4-5 с.;
6.
Деталь «Основание» - тонкостенная;
7.
Пресс-форма - стационарная.
В соответствие с исходными данными принимается вариант литниковой
системы, представленный на рисунках 3 и 4.
Рис. 3. Модель литниковой системы
Рис. 4. Конструкция впускного литника
На рисунке 5 представлены результаты моделирования заполнения
полости формы при исходной конфигурации литниковой системы.Имитация
пролива детали «Основание» показала, что деталь проливается не полностью.
Остаются значительные области, где материал не успевает заполнить
формообразующую полость. Это связано с быстрым остыванием расплава в
месте впуска, что уменьшает площадь поперечного сечения литника. И по этой
причине расплав медленнее распространяется в формообразующей полости.
Практика показывает, что причиной непролива детали чаще всего
являются конструктивные решения при проектировании литниковой системы.
На рисунках 6 и 7 представлены модернизированный вариант литниковой
системы и её чертёж.
Ø3
30°
3


