" Н а у к а м о л о д ы х " , 3 0 - 3 1 м а р т а 2 0 1 7 г . , А р з а м а с
П о с в я щ а е т с я 1 0 0 - л е т и ю Р о с т и с л а в а Е в г е н ь е в и ч а А л е к с е е в а
138
заправка
инструмента,
ориентация
его
положения
относительно
обрабатываемой детали, автоматическая смена режимов генератора импульсов
и режимов подачи рабочей жидкости в зону обработки. Для обеспечения
технологических показателей процесса электроэрозионной резки необходимо:
назначение оптимальной скорости подачи инструмента в зону обработки,
оценка устойчивости процесса проволочной электроэрозионной резки,
применение оптимальных режимов обработки и управление ими во время
обработки. Однако решение этих задач с помощью существующих систем
программного управления, которыми оснащено оборудование для
электроэрозионной резки, не дает должного результата.
Следовательно, при изучении способов повышения эффективности и
качества проволочной электроэрозионной резки одной из главных задач
является дальнейшее теоретическое и экспериментальное исследование
процессов, на которых основана проволочная электроэрозионная резка,
выработка закономерностей влияния изменения параметров обработки на
стабильность резки, на качественные показатели обработанной поверхности и
износ электрода-инструмента.
Цель эксперимента - исследование влияния концентрации продуктов
распада электродов в рабочей жидкости на точность обработки.
Эксперимент проводился на проволочно - вырезном станке с линейными
сервоприводами модели SodikAQ 535L. В качестве электрода-инструмента
использовалась латунная проволока диаметром 0,25 мм. В качестве рабочей
среды - дистиллированная вода. Габаритные размеры обрабатываемого
образца: ширина 40 мм, длина 120 мм и высота - 200 мм. Материал образца -
сталь 30ХГСА.
Для исследования влияния концентрации в рабочей жидкости продуктов
распада электродов на точность обработки выбраны постоянные показатели
режима резания, позволяющие оптимизировать обработку данного образца, где
T
ON
- время импульса
,
T
OFF
- время паузы между импульсами, I - сила тока, U -
напряжение, SF - скорость подачи (скорость врезания), WS - скорость
сматывания проволоки, WР - скорость прокачки диэлектрика, WТ - сила
натяжения проволоки. Все показатели сведены в таблицу 1.
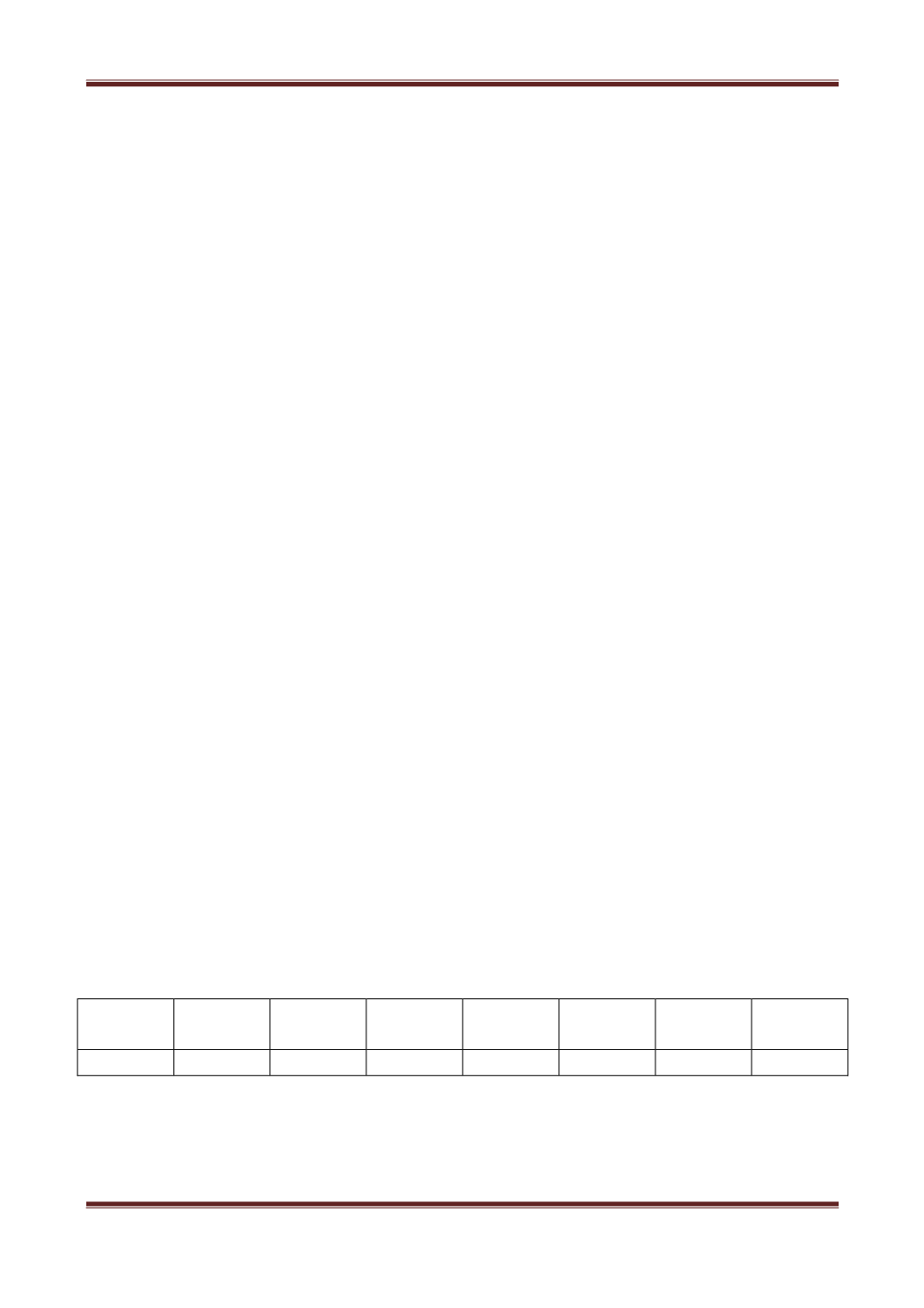
Таблица 1 - Параметры электроэрозионной обработки
T
ON
,
мкс
T
OFF
,
мкс
I, А
U, V
SF,
мм/мин
WS,
м/мин
WР,
л/мин
WТ,
кг
11
17
5
50
0,15
11,0
6,0
1.6
В работе выявлялась закономерность между изменением концентрации
продуктов распада электродов в воде и точностью обработки, а в частности
изменении "бочкообразной" (В) и "конусовидной" (К) погрешностей.


