" Н а у к а м о л о д ы х " , 2 6 н о я б р я 2 0 1 9 г . , А р з а м а с
П о с в я щ а е т с я 8 5 - л е т и ю в ы с ш е г о п е д а г о г и ч е с к о г о о б р а з о в а н и я в А р з а м а с е и
8 0 - л е т и ю п р о ф е с с о р а В я ч е с л а в а П а в л о в и ч а П у ч к о в а
436
Ужесточение требований к точностным характеристикам лазерного
гироскопа влечет к себе необходимость модернизации их производства.
Актуальность выбранной темы обусловлена тем, что контроль качества
зеркал является основным этапом производства лазерного гироскопа.
Оптические гироскопы подразделяются на волоконно-оптические и
лазерные гироскопы [1].
Существует три вида погрешностей, которые являются критическими при
конструировании лазерных гироскопов: сдвиг нуля, затягивание мод и
синхронизация частот двух волн (захват) [2].
Наиболее сложная в решение погрешность связана с эффектом «захвата»
лучей, распространяющихся в рабочем контуре гироскопа в противоположных
направлениях [3]. Одним из критериев создания лазерного гироскопа с
улучшенными характеристиками является применение в его конструкции
высококачественных оптических зеркал. Поэтому на этапе сборки лазерного
гироскопа необходимо проводить оценку качества оптических зеркал.
Одним из наиболее распространенных дефектов покрытия является
«точка». Вторым дефектом покрытия является царапина, которая представляет
собой дефект подложки, а не покрытия.
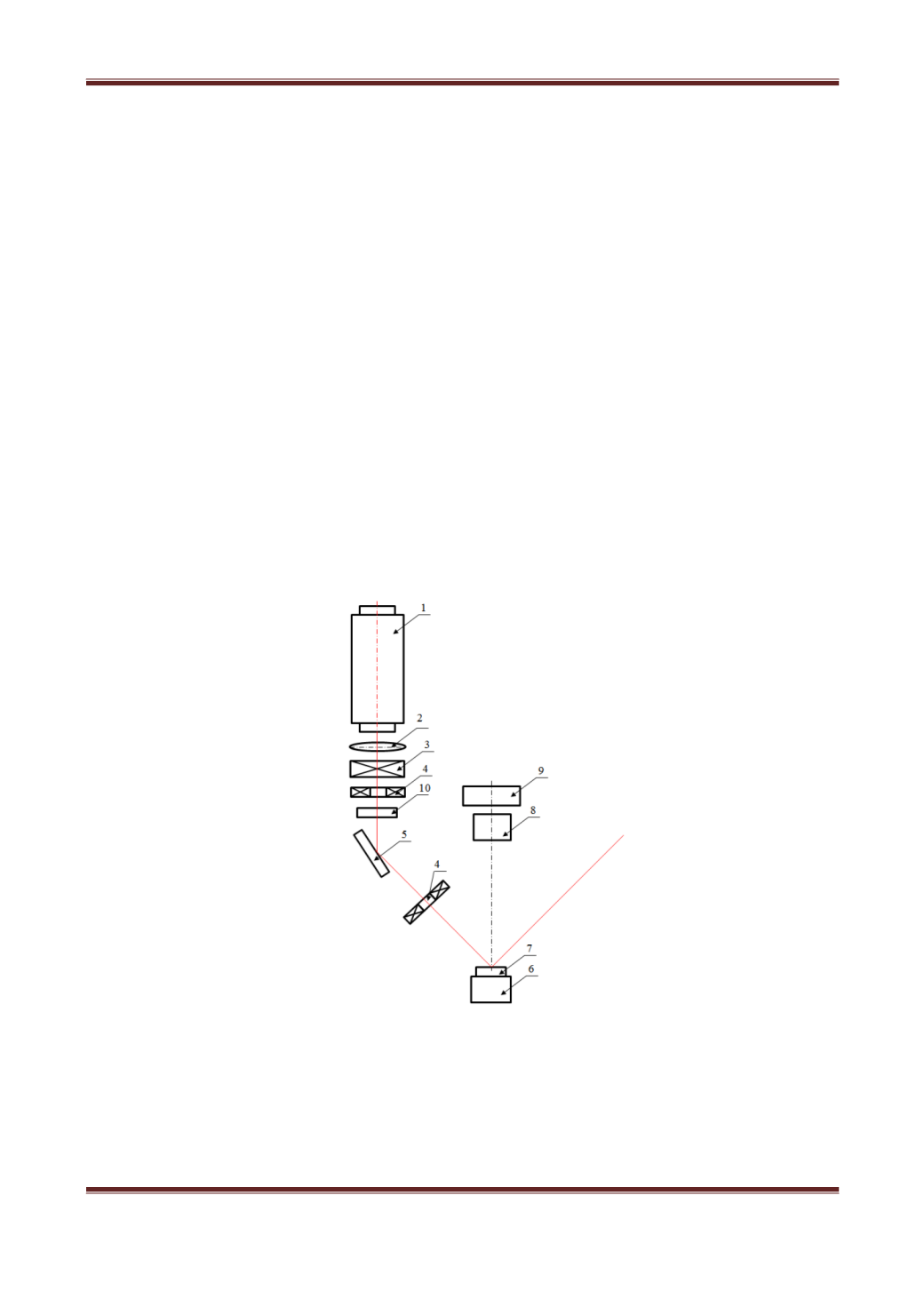
На рис. 1 приведена оптическая схема, на базе которой собрано
автоматизированное рабочее место контроля зеркал лазерной подсветкой.
Рис. 1. Оптическая схема автоматизированного рабочего места контроля зеркал с
лазерной подсветкой:
1 – лазер, 2 – линза, 3 – поляризатор, 4 – диафрагма, 5 – поворотное зеркало, 6 –
поворотная платформа, 7 – измеряемое зеркало,8 – микроскоп, 9 – камера микроскопа, 10 –
фильтр.


