" Н а у к а м о л о д ы х " , 2 6 н о я б р я 2 0 1 9 г . , А р з а м а с
П о с в я щ а е т с я 8 5 - л е т и ю в ы с ш е г о п е д а г о г и ч е с к о г о о б р а з о в а н и я в А р з а м а с е и
8 0 - л е т и ю п р о ф е с с о р а В я ч е с л а в а П а в л о в и ч а П у ч к о в а
242
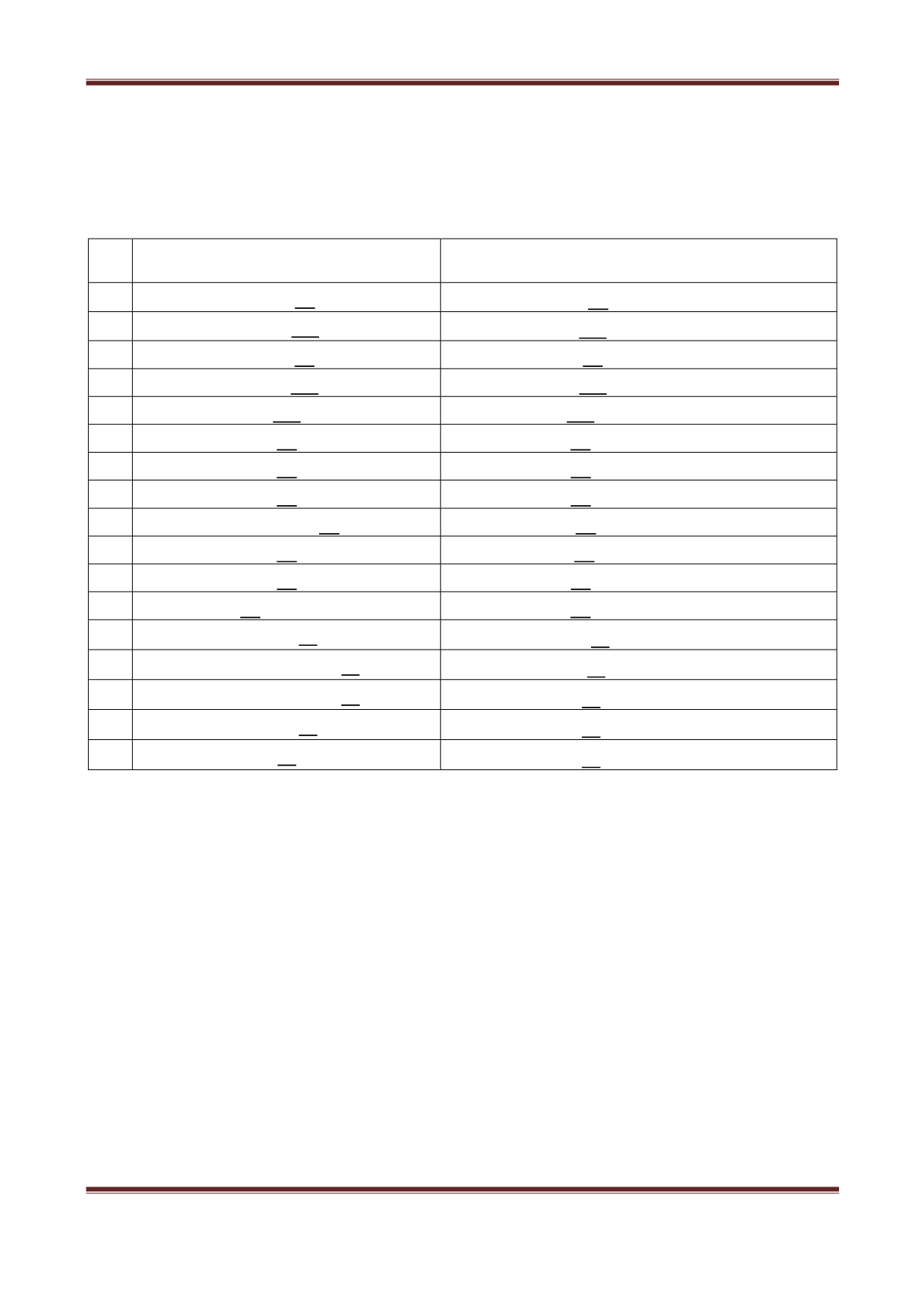
Результаты расчета промежуточных линейных размеров и размеров новой
заготовки приведем в табличной форме (таблица 2).
Таблица 2.Результаты расчета линейных размеров
№
Исходное
Уравнение
Номинальный размер с
отклонениями
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
Таким образом, заготовка для обработки детали «Каркас» имеет вид,
представленный на рис. 4.
Замена сварной заготовки на заготовку, полученную с помощью
штамповки на КГШП, ведет к упрощению и сокращению действующего
технологического процесса. Исключение первой операции сварки влечет за
собой удаление операции рентгеноконтроля. Благодаря этим изменениям
показатели герметичности изменятся в лучшую сторону. Таким образом,
данные изменения можно считать целесообразными и экономически
обоснованными.


