" Н а у к а м о л о д ы х " , 2 6 н о я б р я 2 0 1 9 г . , А р з а м а с
П о с в я щ а е т с я 8 5 - л е т и ю в ы с ш е г о п е д а г о г и ч е с к о г о о б р а з о в а н и я в А р з а м а с е и
8 0 - л е т и ю п р о ф е с с о р а В я ч е с л а в а П а в л о в и ч а П у ч к о в а
238
МОДЕРНИЗАЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ИЗГОТОВЛЕНИЯ ГРУППЫ ДЕТАЛЕЙ ТИПА «КАРКАС»
А.В. Приставченко
магистрант, Арзамасский политехнический институт (филиал) НГТУ, г.Арзамас
Научный руководитель Пучков В.П., к.т.н., профессор
Аннотация: на основе анализа особенностей и недостатков
действующего метода получения заготовки путем сварки предлагается его
замена на способ штамповки на кривошипном горячештамповочном прессе.
Приводится пример расчета операционных размеров и размеров заготовки.
Ключевые слова: метод получения заготовки, модернизация
технологического процесса, расчет операционных размеров, расчет размеров
заготовки.
Основная задача – выбрать такой прогрессивный метод получения
заготовки, который максимально приблизит конфигурацию, размеры и качество
поверхностей заготовки к аналогичным характеристикам детали. Цель –
упростить и сократить действующий технологический процесс путем
изменения метода получения заготовки.
Деталь «Каркас» входит в состав электрогидравлических клапанов;
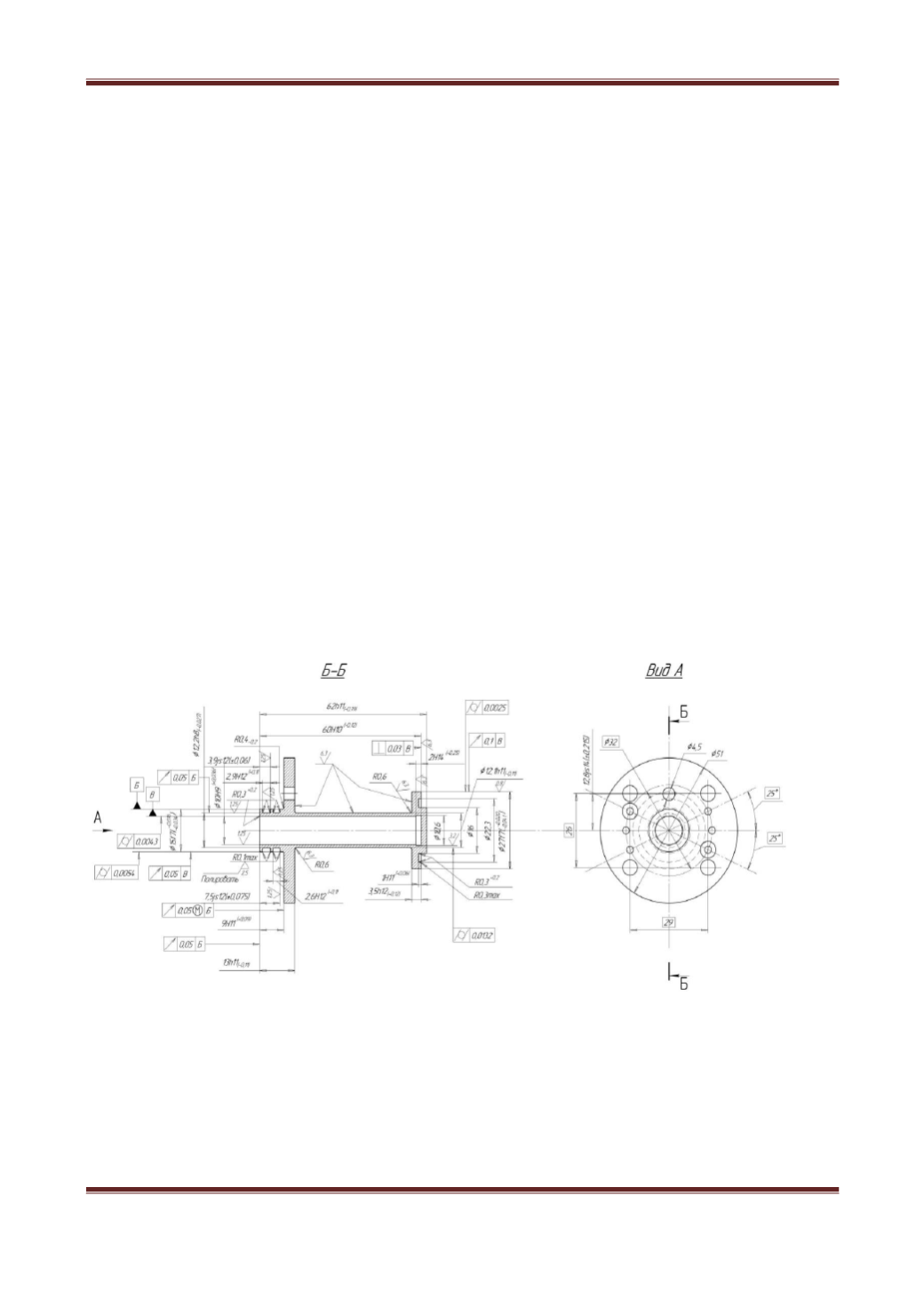
чертеж детали изображен на рис. 1.
Рис. 1. Чертеж детали Каркас
Во внутренней полости каркаса важно обеспечение герметичности, так
как он работает с жидкостью. В заводском технологическом процессе
предусмотрена проверка внутренней полости на герметичность рабочим
давлением жидкости 150 кгс/см
2
в течение 30...60 с. Заготовка состоит из трех
частей, соединенных между собой в двух местах с помощью аргонодуговой


