М а т е р и а л ы X I I В с е р о с с и й с к о й н а у ч н о - п р а к т и ч е с к о й к о н ф е р е н ц и и
П о с в я щ а е т с я 8 5 - л е т и ю в ы с ш е г о п е д а г о г и ч е с к о г о о б р а з о в а н и я в А р з а м а с е и
8 0 - л е т и ю п р о ф е с с о р а В я ч е с л а в а П а в л о в и ч а П у ч к о в а
239
сварки, которая является первой операцией заводского технологического
процесса. Такой метод получения заготовки применяется с целью изменения
при необходимости длины средней части заготовки, т.е. для унификации
детали. Получение заготовки с помощью сварки является трудоемким
процессом, который влечет за собой контроль качества сварного шва, в данном
случае с помощью рентгеноконтроля. У данного метода есть существенные
недостатки: сложное и дорогостоящее оборудование, необходимость в высокой
квалификации специалиста, вред излучения для здоровья человека.
Так как к готовой детали предъявляются высокие требования по
герметичности, а также в целях упрощения и сокращения заводского
технологического процесса, предлагается заменить метод получения заготовки
на штамповку, полученную на кривошипном горячештамповочном прессе в
соответствии с ГОСТ 7505-89. Достоинствами штамповки являются: высокая
точность заготовки, хорошая поверхность поковки для дальнейшей обработки,
отсутствие окалины, отсутствие остаточной деформации, минимальный
припуск на механическую обработку и достаточно высокий коэффициент
использования материала.
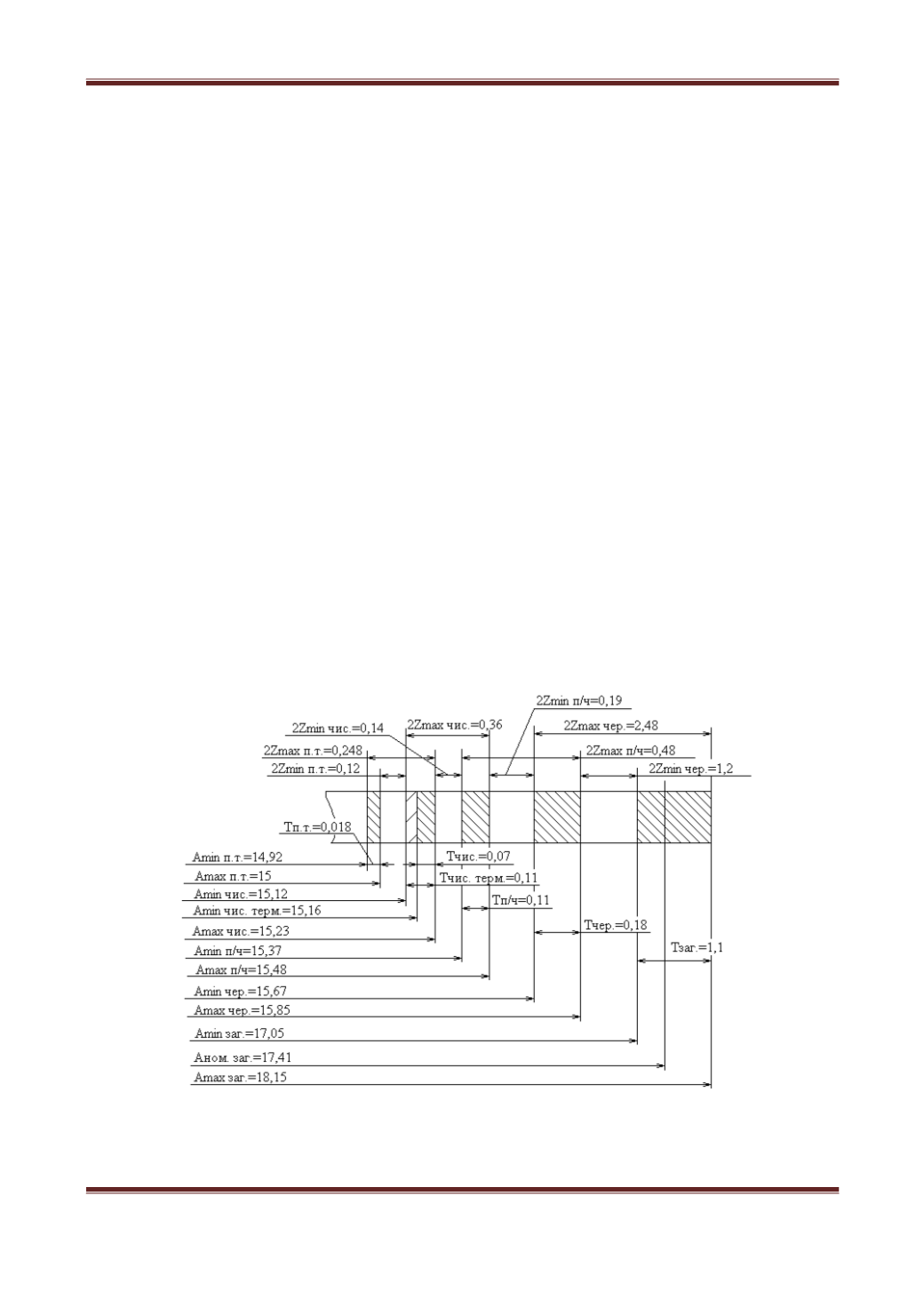
Исходя из выбранного метода получения заготовки, произведем
определение промежуточных диаметральных и линейных размеров, и получим
в результате размеры новой заготовки. На одну наиболее точную поверхность
приведем пример расчета припуска расчетно-аналитическим методом.
Приведем схему операционных размеров (от готовой детали к заготовке) с
учетом принятого плана обработки (Рис. 2).
Рис. 2. Схема расположения припусков, допусков, промежуточных предельных размеров
детали и размеров заготовки для


