" Н а у к а м о л о д ы х " , 2 6 н о я б р я 2 0 1 9 г . , А р з а м а с
П о с в я щ а е т с я 8 5 - л е т и ю в ы с ш е г о п е д а г о г и ч е с к о г о о б р а з о в а н и я в А р з а м а с е и
8 0 - л е т и ю п р о ф е с с о р а В я ч е с л а в а П а в л о в и ч а П у ч к о в а
248
Поверхности, по которым будет производиться базирование: торцевая
поверхность
, наружная цилиндрическая поверхность
.
2-я степень автоматизации: автоматическая загрузка, разгрузка,
закрепление детали, автоматическое удаления стружки, герметизация рабочей
зоны и принудительная ее очистка, параметрические измерения с целью
стабильности процесса, аварийная защита по предельным параметрам,
контроль работы инструмента по ресурсу работы.
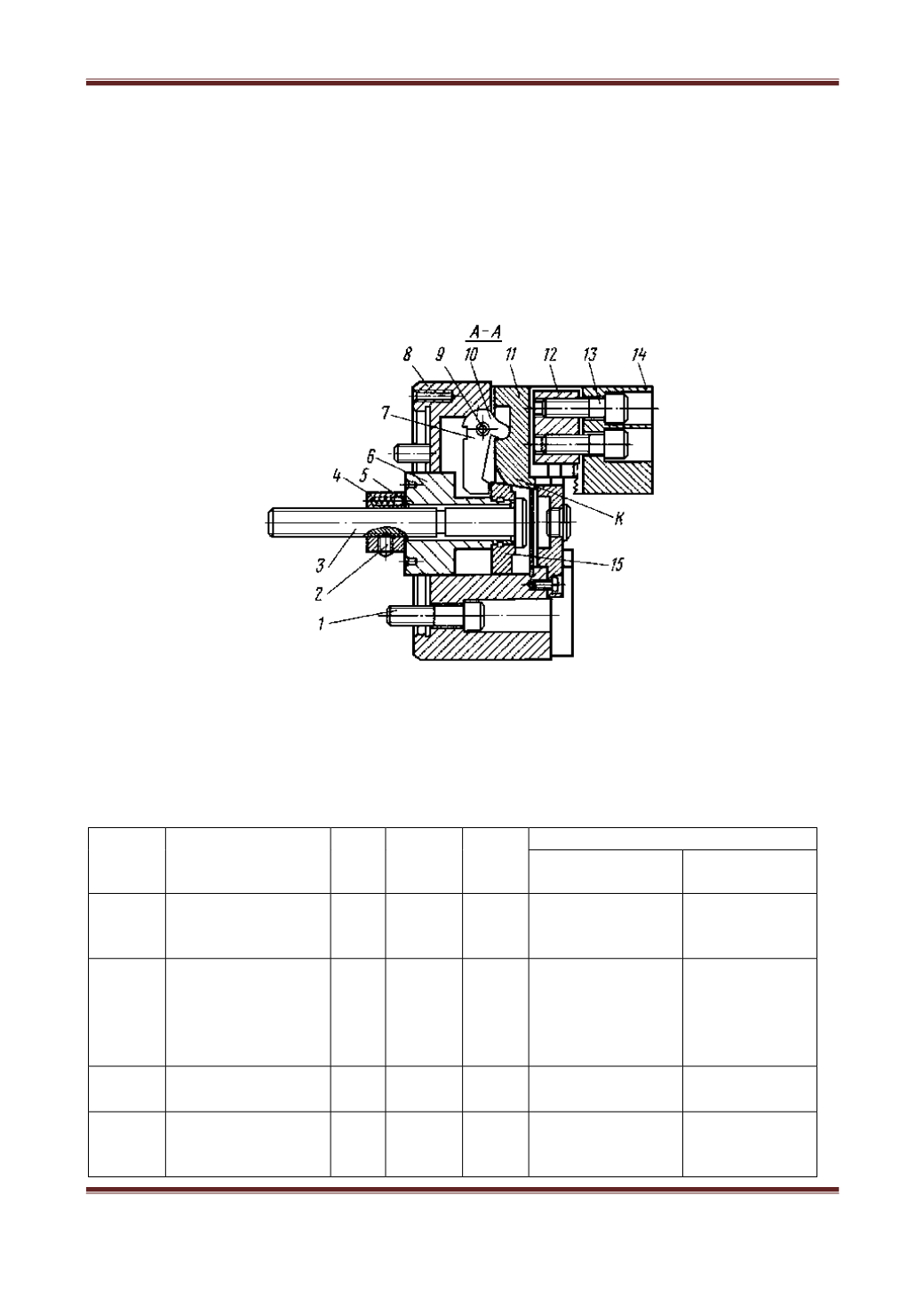
Чертеж исходного приспособления изображен на рис. 1.
Рис. 1. Чертеж исходного приспособления
Обрабатываемые на данной операции поверхности представлены в таблице.
Поверхности, обрабатываемые на операции 005 установ А
№
поверх
-ности
Вид и
обозначение
поверхности
Кол-
во
Квалит
ет
Ra
План обработки
Вид обработки
Метод
обработки
1
1
12
11
6,3
2,5
Черновой
Термообработка
Получистовой
Точение
Закалка
Точение
2
1
12
11
10
(7)
6,3
3,2
1,6
(0,8)
Черновой
Получистовой
Чистовой
Термообработка
(Повыш. точ.)
Точение
Точение
Точение
Закалка
(Точение)
5
Сопряжение
1
14
2,5
Черновой
Точение
6
1
12
11
6,3
6,3
Черновой
Термообработка
Получистовой
Точение
Закалка
Точение


