М а т е р и а л ы X I I В с е р о с с и й с к о й н а у ч н о - п р а к т и ч е с к о й к о н ф е р е н ц и и
П о с в я щ а е т с я 8 5 - л е т и ю в ы с ш е г о п е д а г о г и ч е с к о г о о б р а з о в а н и я в А р з а м а с е и
8 0 - л е т и ю п р о ф е с с о р а В я ч е с л а в а П а в л о в и ч а П у ч к о в а
227
Приспособления с ручным зажимом, применяемые при изготовлении
деталей увеличивают вспомогательное время на операциях. Кроме того
приспособления с ручным зажимом дают большие погрешности при установке
и закреплении, из-за непостоянства сил закрепления, что приводит к
увеличению
бракованных
изделий.
Предлагается
модернизировать
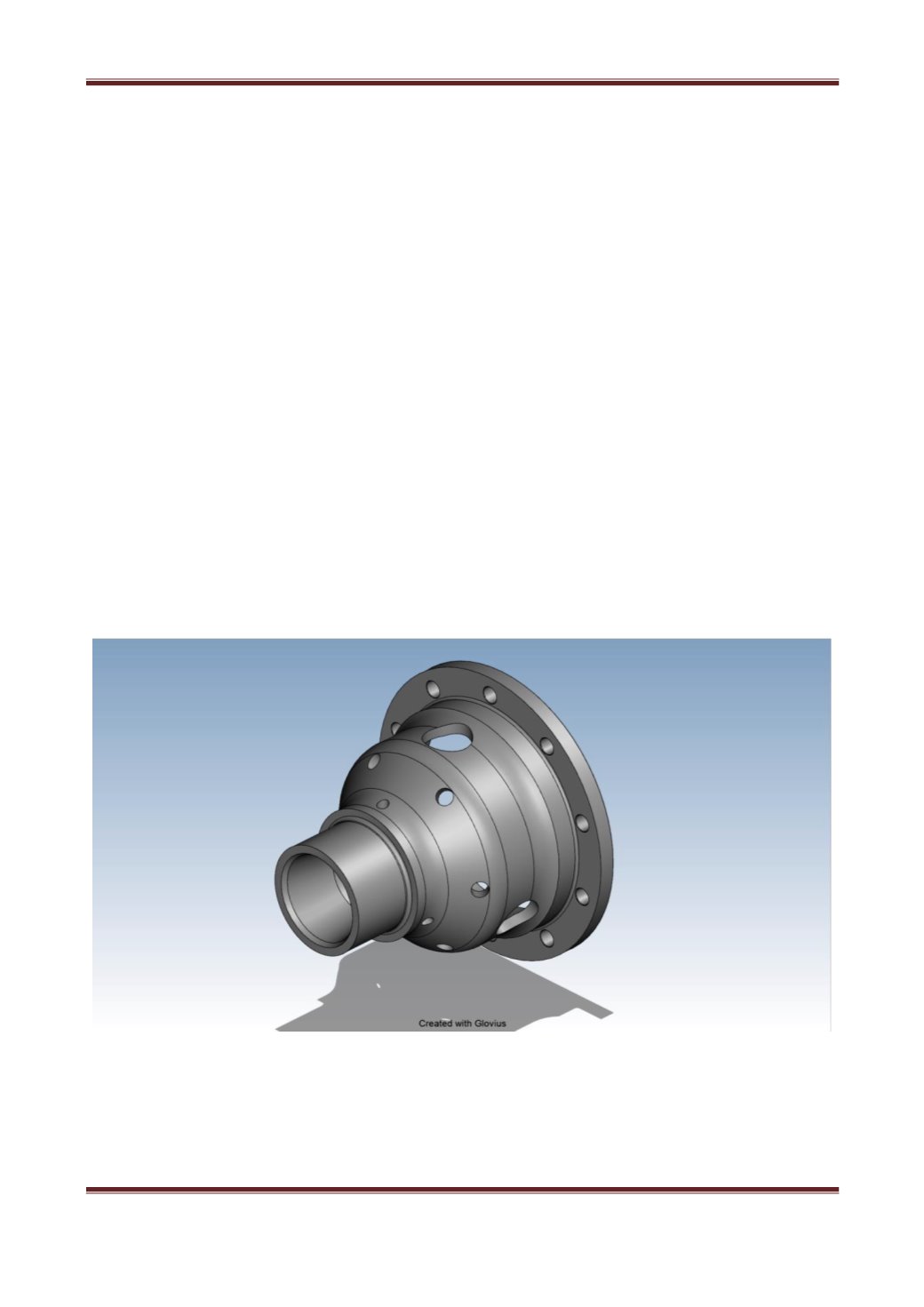
приспособление «кондуктор», применяемый при обработке детали «Чашка
дифференциала». Общий вид детали, входящей в состав дифференциала
заднего моста представлен на рис. 1. Она предназначена для передачи
крутящего момента от главной передачи к полуосям и позволяет им вращаться
с разной скоростью при повороте автомобиля и на неровностях дороги. В
процессе эксплуатации деталь испытывает значительные нагрузки,
выполняется из конструкционной стали 45 ГОСТ 1050-88.
В проектируемом технологическом процессе на сверлильной операции
применялся кондуктор с винтовым зажимом, рис. 2, с целью повышения
точности обработки и сокращения времени изготовления, предлагается
применить пневматический кондуктор.
Для операции сверления разрабатывается схема действия сил и компоновка
приспособления, рис. 3.
На данной операции необходимо просверлить одновременно десять
отверстий диаметром 10 мм. Сверление производится на вертикально-
сверлильном станке 2Н150.
Рис.1 – Общий вид детали в 3D модель


