СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
332
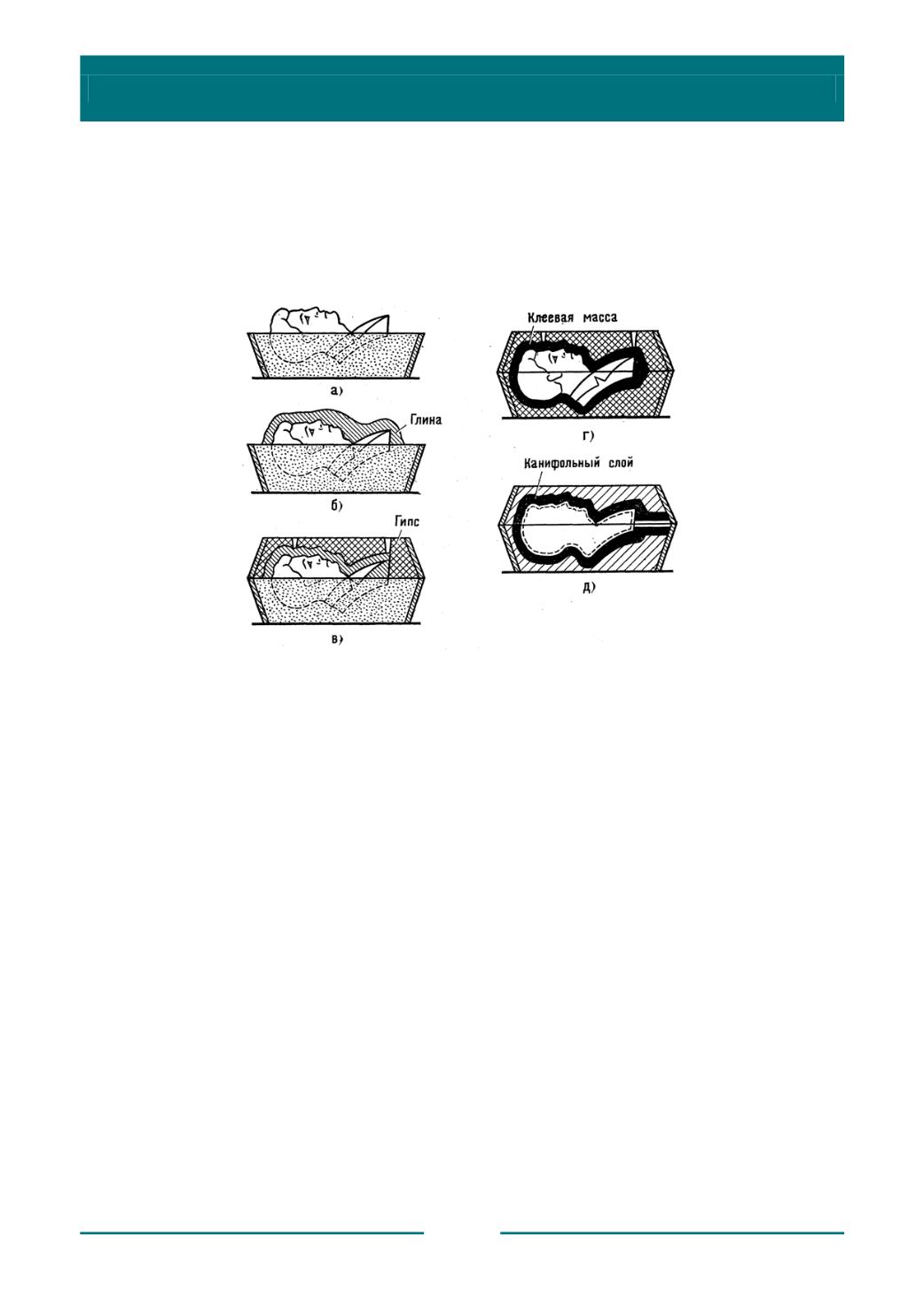
7. После остывания слоя клеевого раствора обе опоки переворачивают и
снимают нижнюю опоку; затем удаляют с поверхности оригинала, как и в первой
опоке, слой глины и бумагу, устанавливают снятую опоку вновь и
таким же порядком заливают в образовавшееся в ней пространство
клеевой раствор (рис. 7.17,
г
).
Рис. 7.17. Изготовление пустотелой выплавляемой модели
8. Форму разнимают и удаляют оригинал. При этом эластичность клеевого
раствора, несмотря на наличие на поверхности оригинала различного рода извилин
и углублений, дает возможность снять верхнюю опоку и удалить оригинал из
нижней опоки, не повредив стенок клеевой рубашки и оригинала. Внутреннюю
поверхность клеевой рубашки обеих полуформ покрывают лаком и наносят на нее
кистью подкрашенный слой воска.
9. Форму снова собирают (рис. 7.17,
д
) и заливают в ее полость
расплавленную канифоль. Залитую канифоль выливают из формы, при этом часть
ее остается на стенках полости формы. Повторяя несколько раз такую операцию
(заливку и выливание), наносят на внутреннюю поверхность формы слой
канифоли, равный желаемой толщине стенки модели и будущей отливки.
10. После затвердевания слоя канифоли осторожно снимают с него опоку с
гипсом и клеевой рубашкой. Образовавшийся таким образом канифольный слой и
является пустотелой выплавляемой моделью, изготовленной по оригиналу
отливаемого изделия. Освободившиеся опоки с гипсом и клеевой рубашкой
приготовляют для изготовления следующей модели.
Изготовление литейной формы по такой модели начинают с изготовления в
ней стержня. В полость модели устанавливают специальный каркас, концы
которого выходят из модели и служат для крепления стержня в форме, затем в


