СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
338
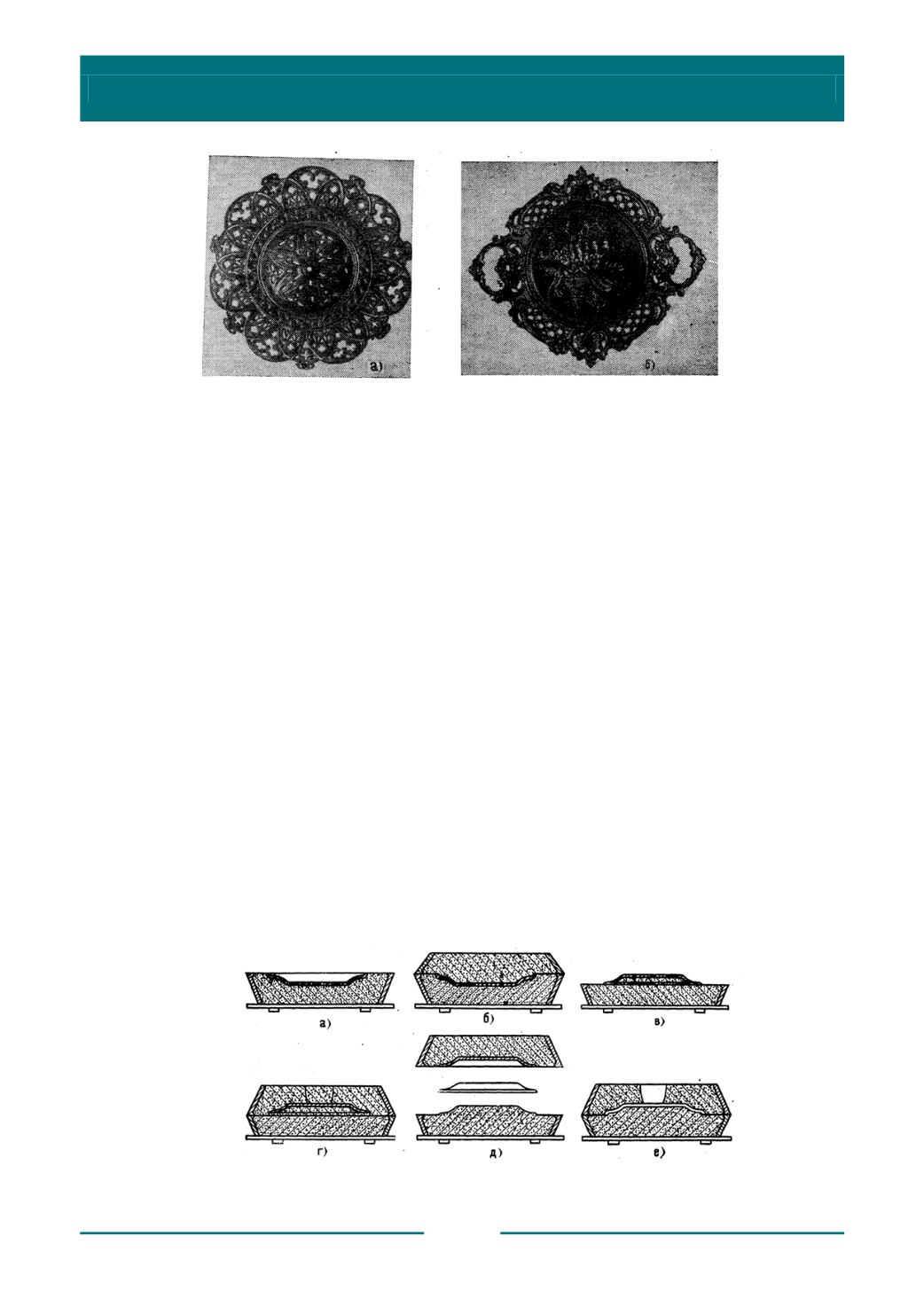
Рис. 7.20. Ажурные отливки:
а
– тарелка;
б
– блюдо
Для этого модель тарелки укладывают на гладкую модельную плиту и
накрывают опокой. Модель припыливают, опоку заполняют жирной формовочной
смесью и уплотняют ее. Заформованную опоку переворачивают вместе с
модельной плитой. Плиту снимают, примочив смесь вокруг модели, удаляют
модель, заглаживают отпечатки ее просветов до уровня общей площади отпечатка
модели. Такую операцию производят для того, чтобы болванчики, образующие
просветы в отливке, располагались в нижней опоке. Отпечаток модели
припыливают, модель в прежнем положении укладывают и легкими ударами
деревянного молотка осаживают так, чтобы смесь плотно закрыла просветы
модели. Затем, исправив поверхность разъема, модель удаляют, фальшивую опоку
для увеличения плотности сушат.
Литейную форму тарелки изготовляют следующим образом:
1. В приготовленную фальшивую опоку укладывают модель (рис. 7.21,
а
) и
накрывают нижней опокой (рис. 7.21,
б
), поверхность модели в ней припыливают
древесноугольным порошком, затем насыпают слой 15…20 мм облицовочной смеси
и, заполнив опоку наполнительной смесью, изготовляют нижнюю полуформу.
2. Заформованную опоку вместе с фальшивой переворачивают, фальшивую
опоку снимают (рис. 7.21,
в
), заглаживают поверхность разъема формы, проверяют
плотность болванчиков в просветах модели.
Рис. 7.21. Формовка по модели с односторонним ажуром


