СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
330
металлический каркас для стержня. Вокруг каркаса в прежнем положении
собирали гипсовую форму, полость которой заполняли жидкой стержневой
массой, состоящей из кирпичной муки и гипса. После затвердевания стержневой
массы гипсовую форму разбирали так, чтобы восковой слой ее остался на
поверхности стержня. Такой слой воска на стержне и представлял собой
выплавляемую модель. Изготовленную модель перед формовкой осматривал
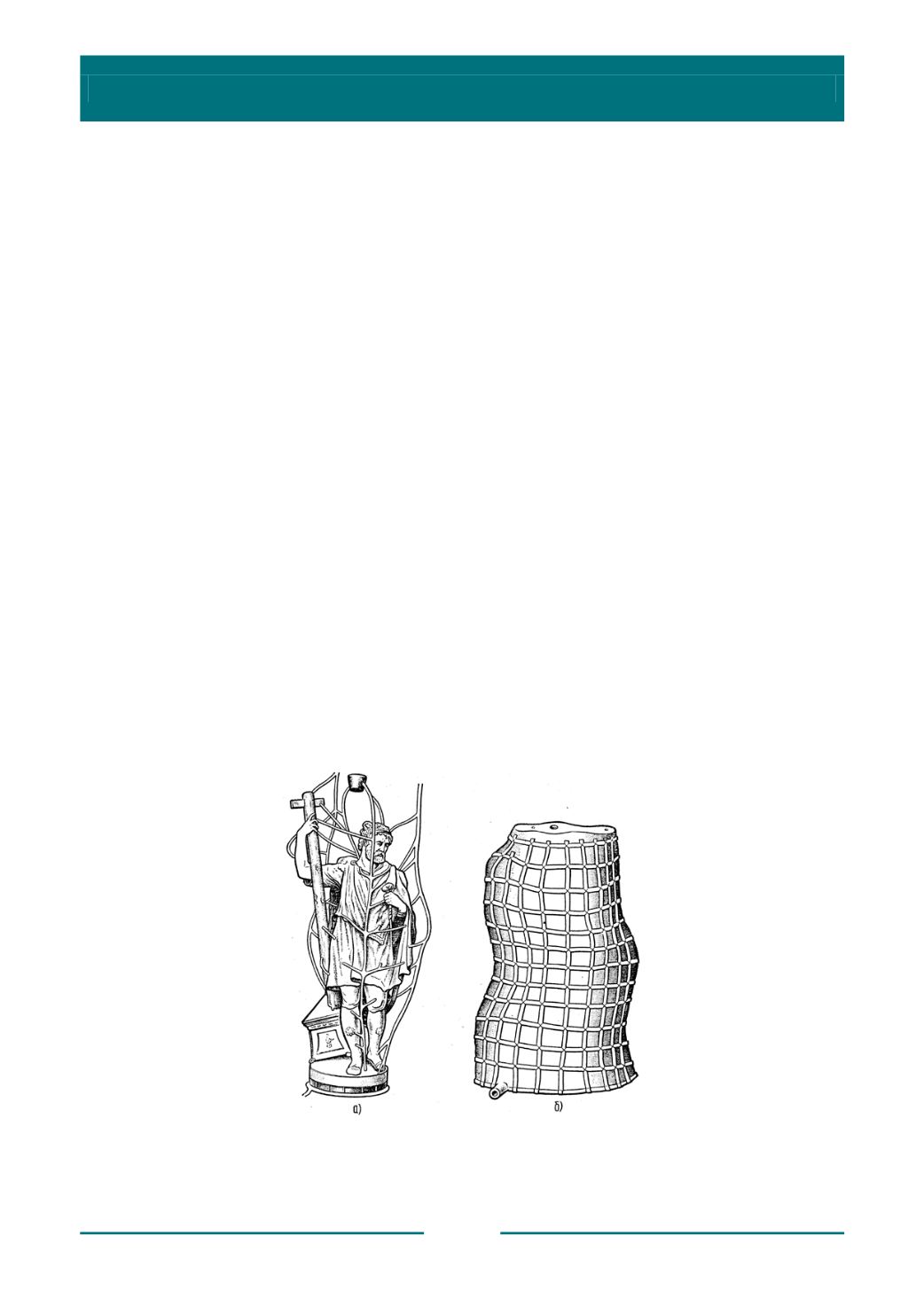
скульптор, ее исправляли в поврежденных местах, чеканили. Вокруг модели
устраивали литниковую систему и выпоры, представляющие собой вертикальные
восковые стояки, ответвления от них, примыкающие к телу
модели, – питатели (рис. 7.16,
а
). В таком виде модель была готова для формовки.
2. Изготовление литейной формы. Процесс формовки состоял из
приготовления на модели глиняной формы. Материалом для изготовления формы
были хорошо размолотые и пропаренные конский навоз, глина и коровья шерсть,
приготовленные в виде мастики. В несколько приемов кисточкой такую мастику
наносили на поверхность модели слоем 12…15 мм.
После просушки на слой мастики наносили слой глины до 200 мм. Для
прочности формы вокруг обмазанной модели клали кирпичную стенку,
пространство между обмазкой модели и кирпичной кладкой заполняли землей и
утрамбовывали. Снаружи кирпичную кладку обмазывали глиной и стягивали
металлическими стяжками (рис. 7.16,
б
). В таком положении форму сушили на
месте. В процессе сушки из формы выплавлялись восковая литниковая система и
модель. Воск протекал вниз по специально устроенным каналам; выплавленная
модель оставляла после себя в форме полость, заполняя которую металлом
получали отливку.
Рис. 7.16. Формовка по восковой модели:
а
– восковая модель с литниковой системой;
б
– изготовленная по модели литейная форма


