М а т е р и а л ы X В с е р о с с и й с к о й н а у ч н о - п р а к т и ч е с к о й к о н ф е р е н ц и и
197
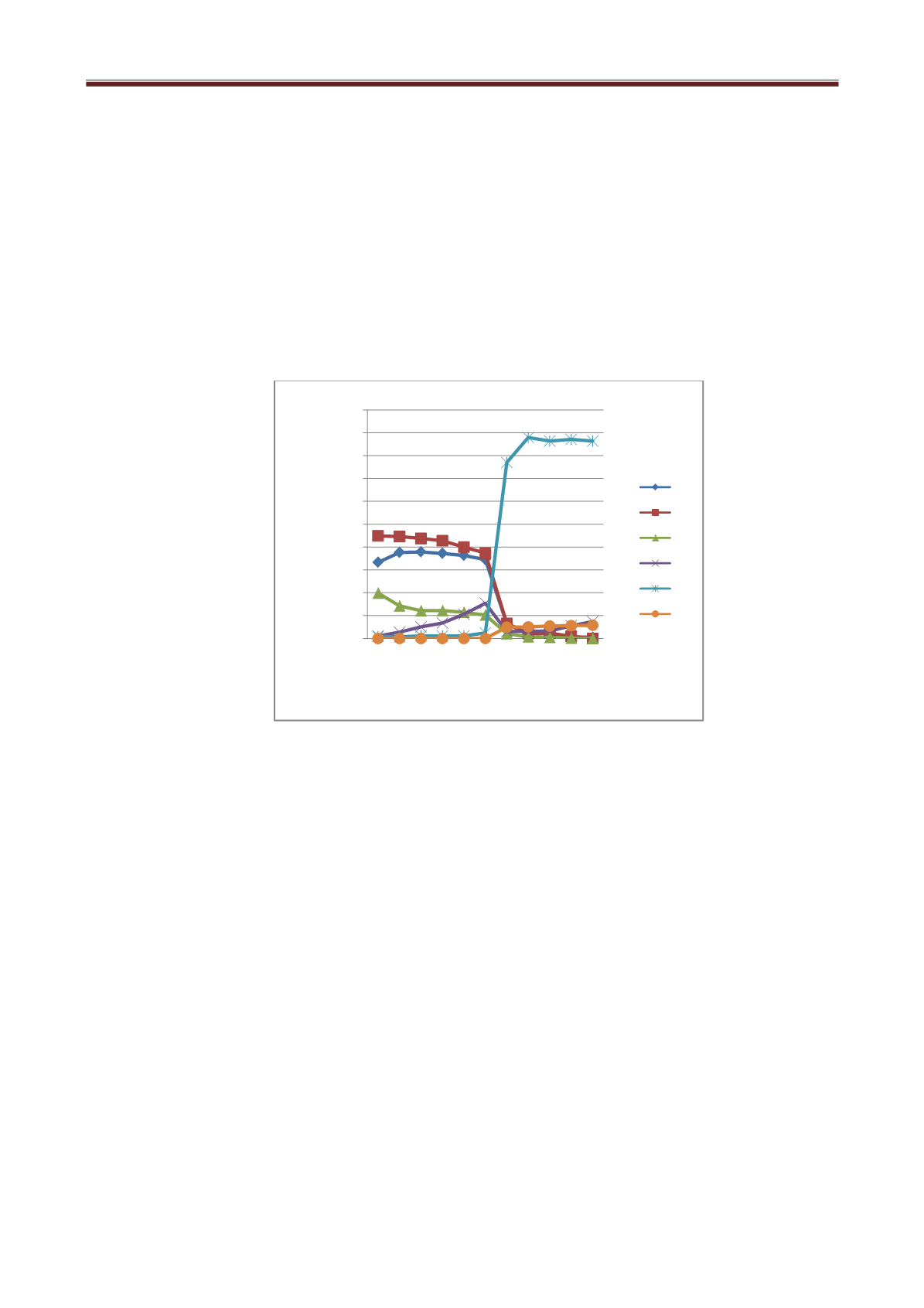
и W – вследствие диффузии этих элементов в покрытие из твердого сплава.
Переходный слой содержитвольфрамокобальтовые соединения, а для
сплавов типа ТК – (W,Ti)C. Твердый раствор Ni – Cu – Fe – Co является
связкой карбидов, его свойства определяются составом материала режущего
инструмента, рисунок 2.
Для увеличения предела прочности на изгиб, коэффициента вязкости,
значений сопротивлений усталостного разрушения, стойкости режущего
инструмента применяют диффузионные никель-медные покрытия. И вместе
с тем повышается качество и производительность обработки.
Рис. 2 – Распределение элементов в покрытие. Сплав Т15К6
Режущие инструменты, содержащие карбид титана имеют переходный
слой твердостью (HV21000 МПа) выше, чем основа (HV18660 МПа). Это
связано с большим содержанием титана в карбиде (W,Ti)C, чем в основном
материале.Механическое воздействие на твердосплавные пластины с никель-
медными покрытиями, возникающее в процессе обработки резанием,
приводит к значительному изменению свойств твердорастворного слоя, в
частности, возрастает его твердость, уменьшается коэффициент трения (0,04)
и повышается износостойкость покрытия, рисунок 3[1,2].
Нанесение диффузионных никель-медных покрытий на твердые сплавы
приводит к повышению стойкости режущего инструмента при обработке
даже твердых, имеющих карбидные включения сталей, при высоких
скоростях резания, что обеспечивает повышение производительности
процесса обработки.
0
10
20
30
40
50
60
70
80
90
100
2 4 6 8 10 12 14 16 18 20 22
Содержание элементов, %
Расстояние от края, мкм
Fe
Ni
Cu
Co
W
C


