М а т е р и а л ы X В с е р о с с и й с к о й н а у ч н о - п р а к т и ч е с к о й к о н ф е р е н ц и и
137
б
в
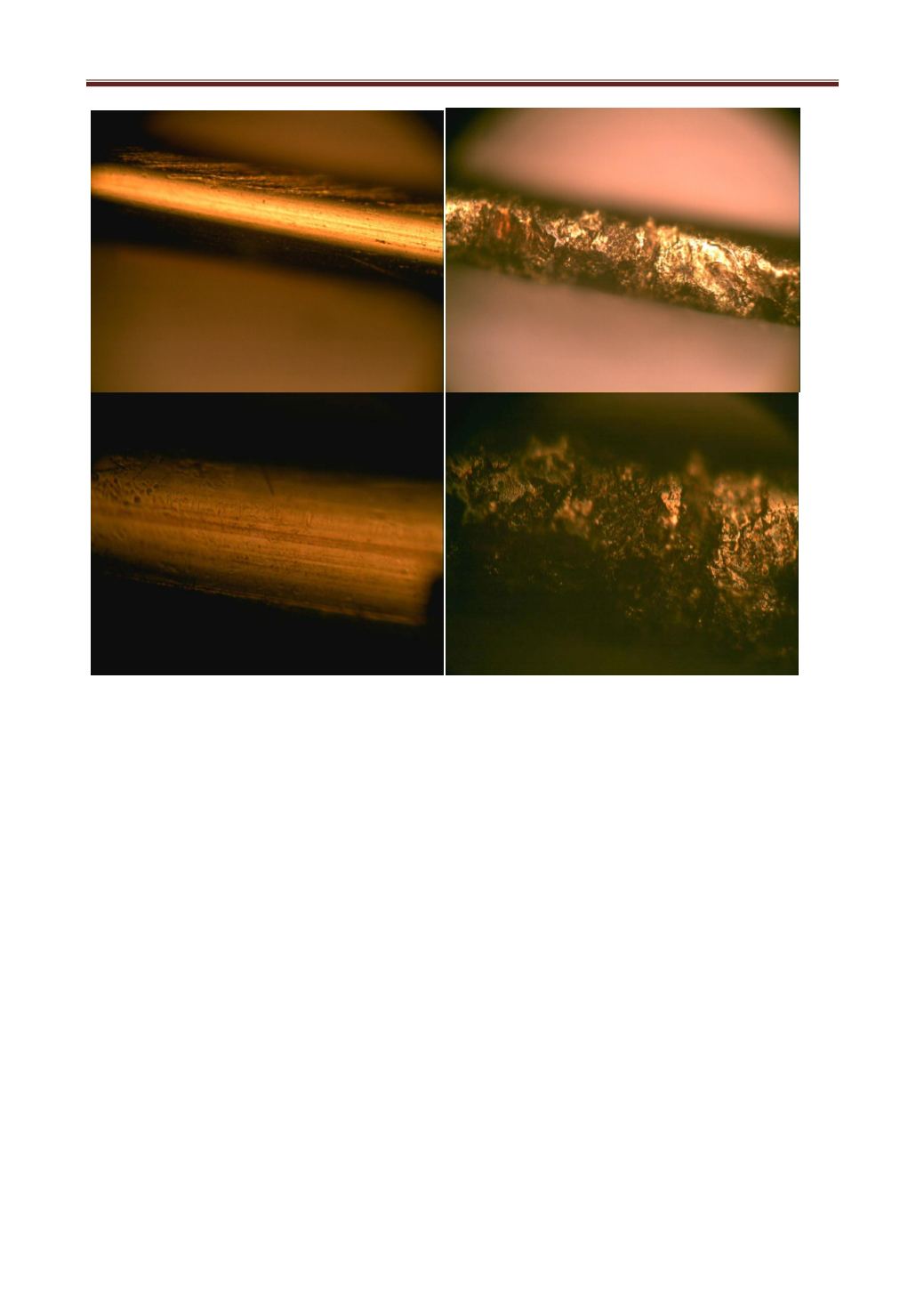
Рис. 2. Фотоизображение разрушения инструмента - проволоки,
полученное с использованиеммикроскопа VideoHAWKDYNASCOPE
б – проволока до обработки (увеличение 50 и 100 крат); в – проволока
после обработки (увеличение 50 и 100 крат)
Вместе с тем было замечено, что в процессе эксплуатации проволочно-
вырезного электроэрозионного станка с использованием в качестве
диэлектрика дистиллированной воды, при погружной обработке однотипных
материалов с одинаковыми исходными размерными характеристиками, при
абсолютно идентичных режимах резания, значениях резистивности
(сопротивляемости) и температуры диэлектрика, "бочкообразная" и
"конусовидная" погрешности изменялись в сторону увеличения. Очевиден был
единственный переменный фактор - это степень концентрации в рабочей
жидкости продуктов распада (шлама) обрабатываемого материала и электрода
инструмента.
На современных станках проволочной электроэрозионной резки
автоматизировано большинство основных и вспомогательных операций. С
помощью различных систем управления осуществляется автоматическая


