" Н а у к а м о л о д ы х " , 3 0 - 3 1 м а р т а 2 0 1 7 г . , А р з а м а с
П о с в я щ а е т с я 1 0 0 - л е т и ю Р о с т и с л а в а Е в г е н ь е в и ч а А л е к с е е в а
104
Тепловой баланс в зоне резания лезвийным инструментом будет
соблюдаться,
если количество образуемой теплоты будет равно количеству теплоты,
отводимому из зоны резания.
Введем следующие обозначения:
Q - теплота, полученная в результате действия физических процессов в
зоне резания;
q - теплота, отводимая из зоны резания.
В первом приближении источниками теплоты можно считать:
Q
1
- теплота, полученная в результате деформации срезаемого слоя
металла;
Q
2
- теплота от трения по передней поверхности резца;
Q
3
- теплота от трения по задней поверхности резца;
Q
4
- теплота от деформации поверхностного слоя заготовки.
Основными элементами, отводящими теплоту из зоны резания, будут:
q
1
- теплота, отводимая стружкой;
q
2
- теплота, отводимая резцом;
q
3
- теплота, отводимая заготовкой;
q
4
- теплота, отводимая в окружающую среду.
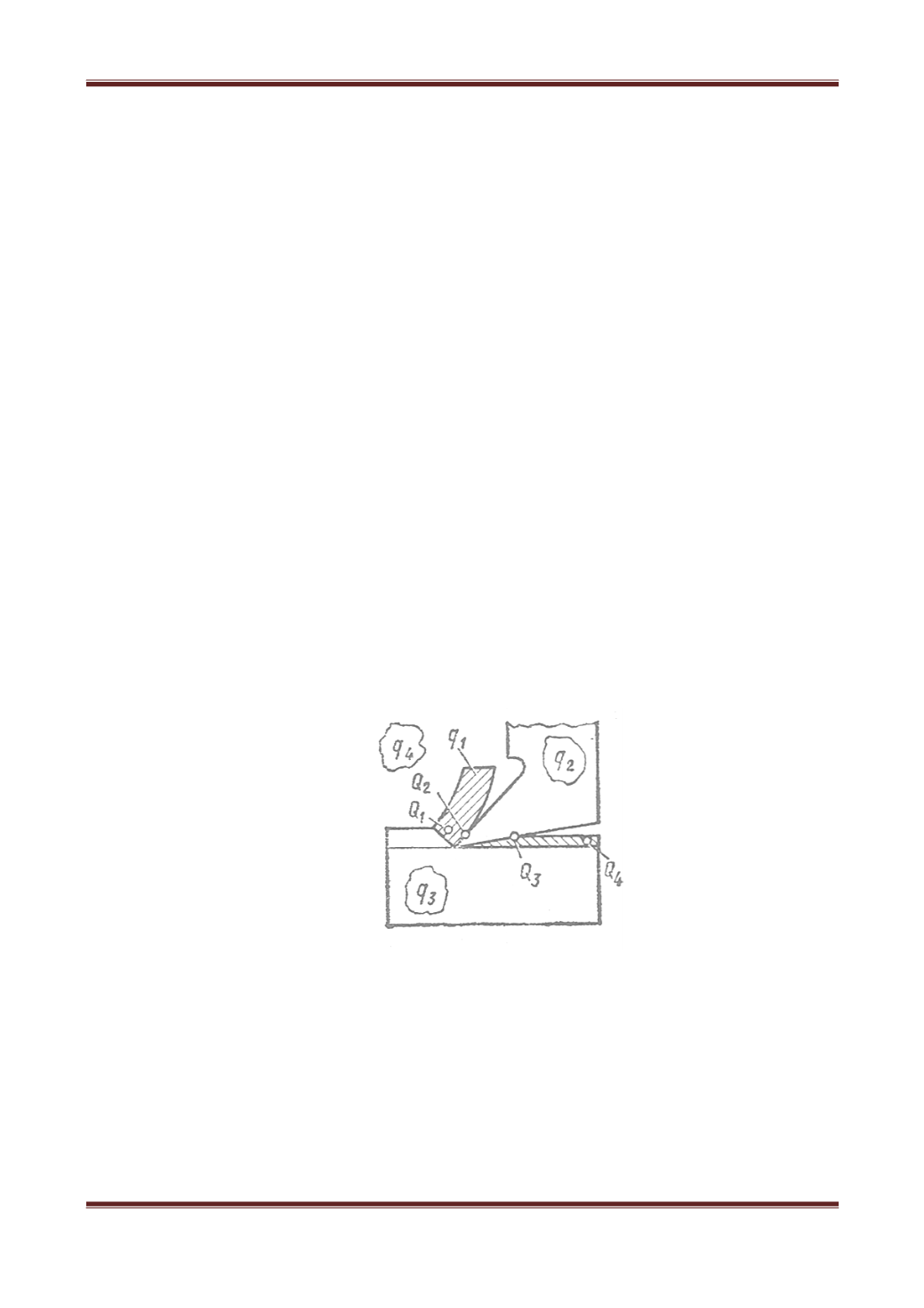
С учетом принятых обозначений тепловой баланс в зоне резания можно
записать в виде (рис.1)
Q
1
+ Q
2
+ Q
3
+ Q
4
= q
1
+ q
2
+ q
3
+ q
4
.
Рис. 1 - Тепловой баланс процесса резания
В указанной работе также показано, что подавляющее количество (до
80%) теплоты отводится из зоны резания стружкой (рис.2).
Известно [2], что при работе в диапазоне скоростей резания от 50 до 60
м/мин стружка отводит около 68% общего количества образовавшейся теплоты,
в диапазоне от 120 до 150 м/мин около 78%, а при скорости резания V=150...250
м/мин около 75 %.
Приведенные данные показывают, что температура стружки является
одной из характеристик скорости резания, которая, в свою очередь, является


