М а т е р и а л ы X I I В с е р о с с и й с к о й н а у ч н о - п р а к т и ч е с к о й к о н ф е р е н ц и и
П о с в я щ а е т с я 8 5 - л е т и ю в ы с ш е г о п е д а г о г и ч е с к о г о о б р а з о в а н и я в А р з а м а с е и
8 0 - л е т и ю п р о ф е с с о р а В я ч е с л а в а П а в л о в и ч а П у ч к о в а
141
растяжения материала до проведения термической обработки с целью снижения
уровня остаточных напряжений.
Следуя этим правилам, разработан новый технологический процесс
термообработки, с применением которого можно минимизировать появление
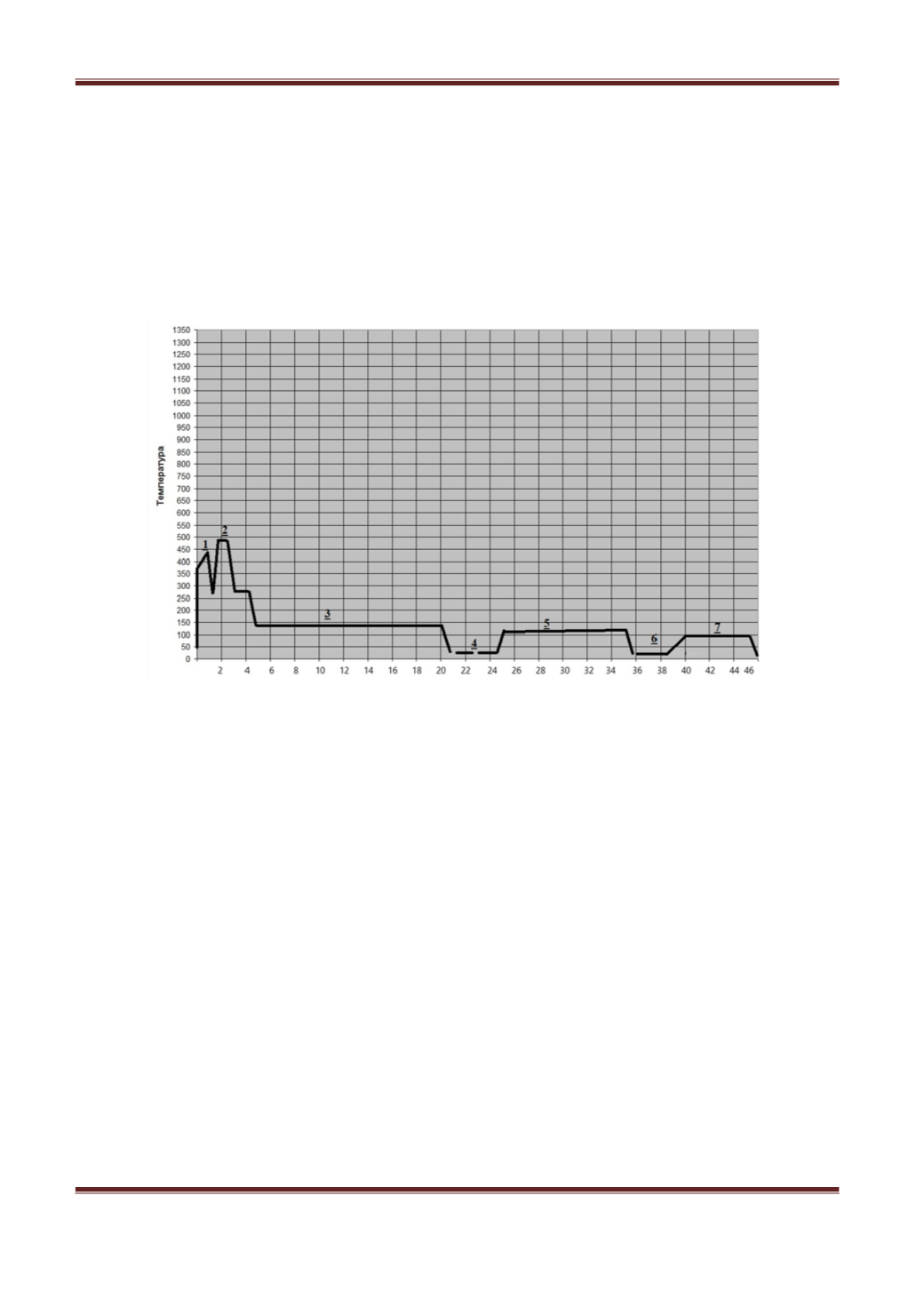
остаточных напряжений, влияющих на качество готовой продукции, график
соответствующий циклической термообработки детали «Корпус», рис. 5. На
первом участке цикла производится отжиг при температуре 380-420°С с
выдержкой 1 час и охлаждением вместе с печью до 280 0С, а затем на воздухе.
Рис.5. График циклической термообработки детали «Корпус»
На втором участке производится закалка при температуре 470°С и
дальнейшей выдержке в течении 60 мин с последующим на воздухе. На третьем
участке производится операция старения при температуре 140°С и с временем
выдержки 15-16 часов. На четвертом производится механическая обработка с
припуском на сторону 0,5мм. На пятом участке производится операция
термостабилизации при температуре 120°С с временем выдержки 8-10 часов и
охлаждением на воздухе. На шестом участке производится окончательная
механическая обработка согласно технологическому процессу механической
обработки. На седьмом участке операция термостабилизации при температуре
100°С с временем выдержки 8-10 часов и охлаждением на воздухе
Во время проведения технологического процесса термообработки по
существующей технологии проводилась регистрация температуры с помощью
специализированного оборудования Диск 250-М, результаты измерений
отражает рис. 6.


