М а т е р и а л ы X I I В с е р о с с и й с к о й н а у ч н о - п р а к т и ч е с к о й к о н ф е р е н ц и и
П о с в я щ а е т с я 8 5 - л е т и ю в ы с ш е г о п е д а г о г и ч е с к о г о о б р а з о в а н и я в А р з а м а с е и
8 0 - л е т и ю п р о ф е с с о р а В я ч е с л а в а П а в л о в и ч а П у ч к о в а
139
температуре 70-90°С и на воздухе. На третьем участке производится операция
старения при температуре 185-195°С и с временем выдержки 6-8 часов с
охлаждением на воздухе. На четвертом и шестом участках производится
механическая обработка согласно технологии. На пятом участке производится
операция термостабилизации при температуре 185-195°С с временем выдержки
6-8 часов и охлаждением на воздухе.
Во время проведения технологического процесса термообработки по
существующей технологии проводилась регистрация температуры с помощью
специализированного оборудования Диск 250-М.
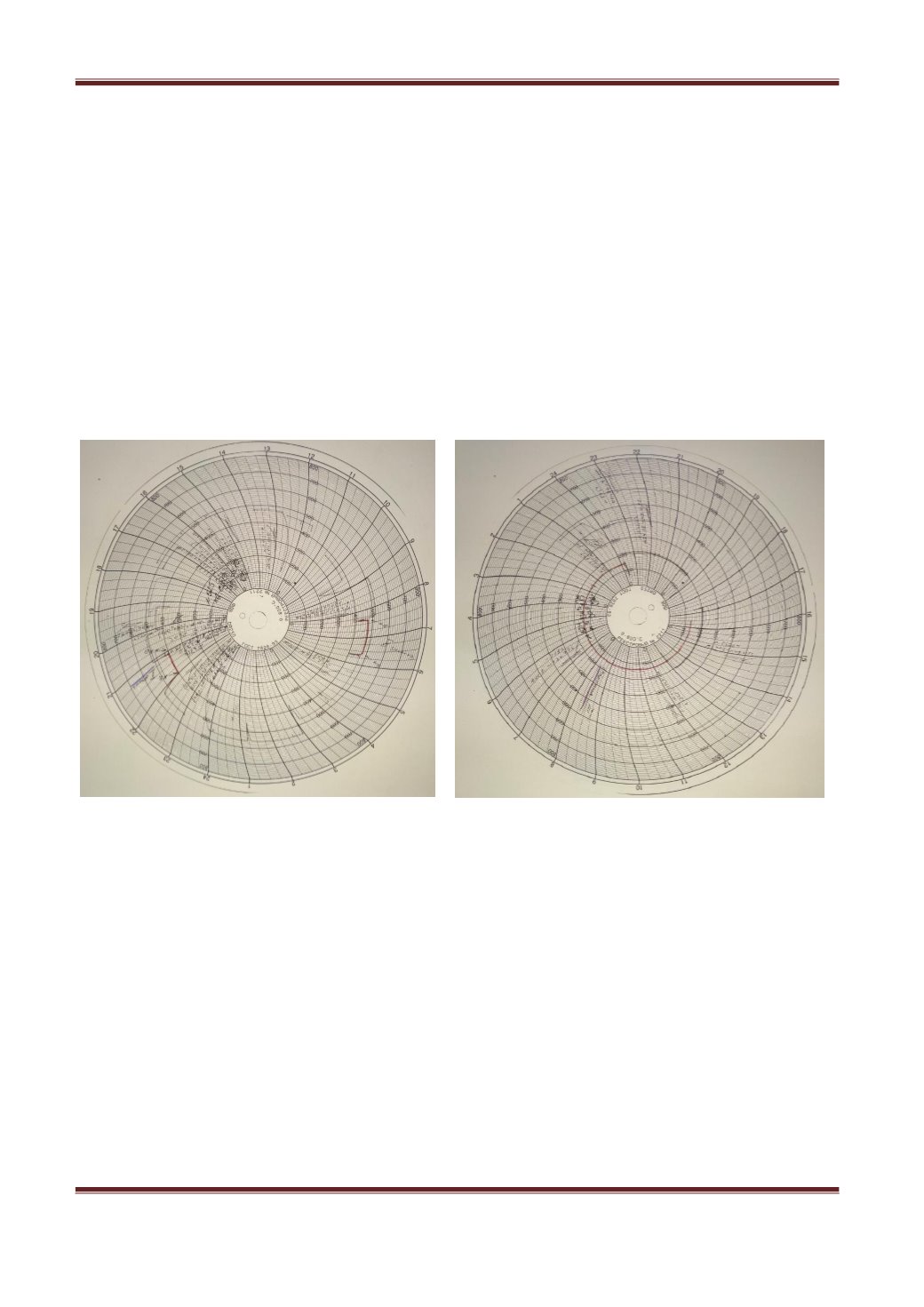
Результаты его работы отражает рис. 3. Температурная диаграмма,
отражает изменения температурных границ во время проведения
технологического процесса термообработки.
Рис. 3. Показатели температуры, при термической обработке по имеющемуся
технологическому процессу
Для исследования влияния технологического процесса термообработки на
структурное состояние материала, изготовлены микрошлифы после каждой
операции.
Размеры образцов имеют прямоугольную форму и следующие размеры
10×15×5мм. Микрошлифы обрабатывались в следующем порядке: на
наждачном круге производилась зачистка образца; шлифовали на шлифовально-
полировальном станке ШЛИФ2 с применением наждачной бумаги с различной
зернистостью. Начинали с более грубой Р240, размер зерна равен 50…63мкм и
переходили к более мелкозернистой Р1500. При переходе от одного вида бумаги
к другому образцы переворачивали под углом 90° к направлению его
перемещения на предыдущей бумаге, при этом абразивную бумагу и образец


