" Н а у к а м о л о д ы х " , 2 6 н о я б р я 2 0 1 9 г . , А р з а м а с
П о с в я щ а е т с я 8 5 - л е т и ю в ы с ш е г о п е д а г о г и ч е с к о г о о б р а з о в а н и я в А р з а м а с е и
8 0 - л е т и ю п р о ф е с с о р а В я ч е с л а в а П а в л о в и ч а П у ч к о в а
140
постоянно смачивали водой для охлаждения поверхности образца, так как его
перегрев может привести к появлению окалины.
Далее полировали на шлифовально-полировальном станке только вместо
абразивной бумаги, применялся войлок с нанесенной на него абразивной пастой
с различной зернистостью, а при финишной полировке применяли неабразивную
пасту.
Последним этапом проводилось травление по следующей схеме: на
образец по всей поверхности наносился травитель, имеющий определенный
состав (1%-ый раствор каустической соды); по окончанию процесса травления
проводилась нейтрализация травящего состава медицинским спиртом.
Структура микрошлифов после каждого этапа термообработки
представлена на рис. 4.
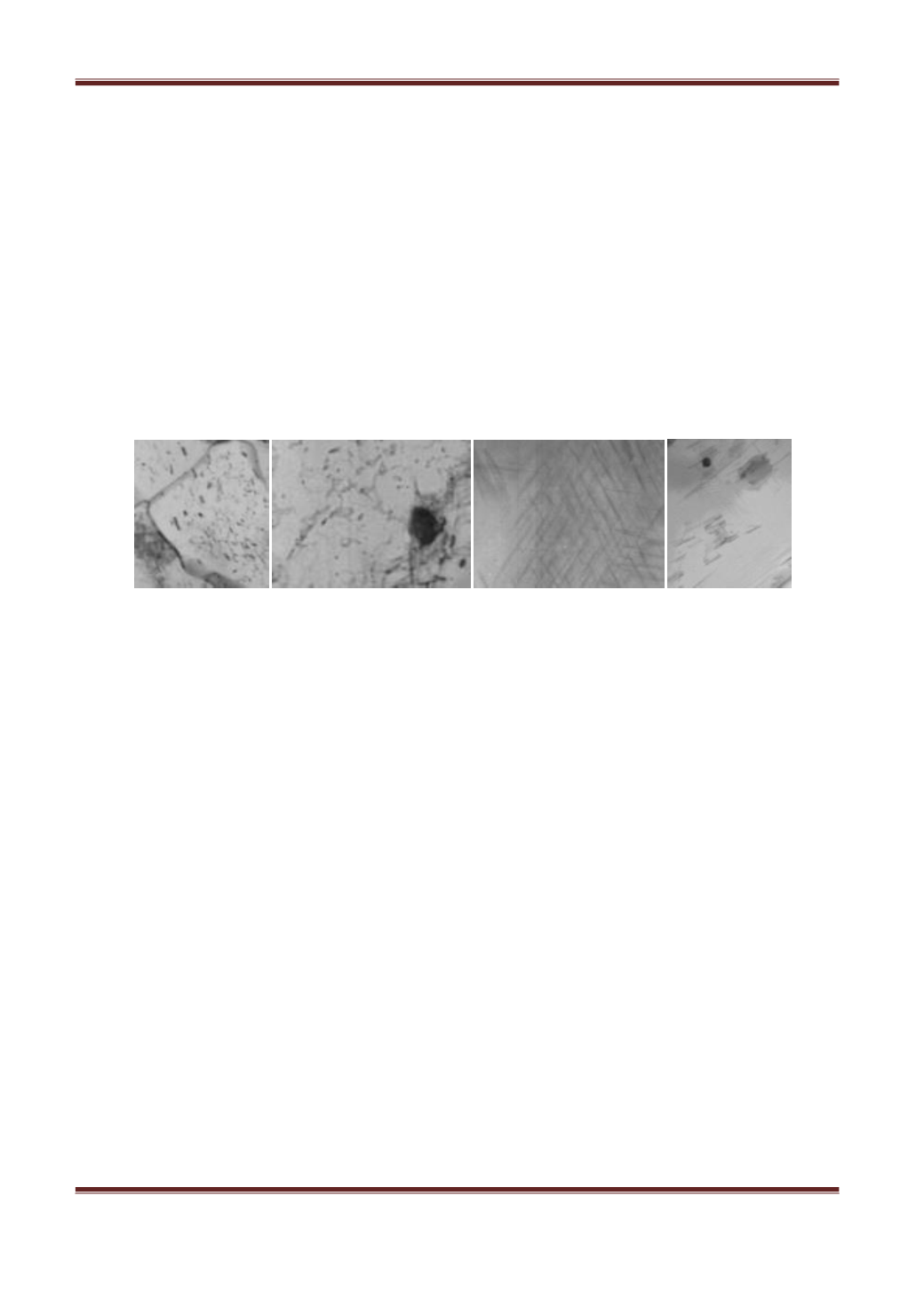
а) б) в) г)
Рис.4 Микрошлифы детали «Корпус» в процессе термообработки:
а) после отжига; б) после закалки; в) после старения; г) после стабилизации.
По рис. 4 видно, что шлиф из сплава Д16 после отжига и закалки имел
преимущественно грубоволокнистую, частично рекристаллизованную структуру
(толщина волокон ~100-200 мкм, размер зерна ~5 мкм, субзерна ~2 мкм). По
границам волокон и зерен располагались грубые частицы избыточных и
примесных фаз, а в их теле – вытянутые вдоль направления прессования
выделения Т-фазы (Al20Cu2Mn3), Рис. 4 а,б. Средняя длина и толщина таких
частиц 330 и 70 нм, соответственно, а плотность доходила до 4×102 мкм-3. При
последующем старении, вследствие распада предварительно пересыщенного Cu
и Mg алюминиевого твердого раствора, в дополнение к этим фазам сначала
выделялись зоны Гинье-Престона-Багаряцкого, которые при проведении
старения трансформировались в метастабильные пластинчатые выделения S-
фазы (Al2CuMg). При этом длина выделений увеличивалась интенсивнее, чем их
толщина, и после 6-ти часовой стабилизации средние размеры достигали 205×8
нм при плотности 4×103 мкм-3, рис. 4в,г.
Исключить явление коробления после термической обработки можно, если
выполнять правильный выбор охлаждающей среды; оптимальный периода
релаксации (стабилизации) материала и использовать приспособления для


