" Н а у к а м о л о д ы х " , 2 6 н о я б р я 2 0 1 9 г . , А р з а м а с
П о с в я щ а е т с я 8 5 - л е т и ю в ы с ш е г о п е д а г о г и ч е с к о г о о б р а з о в а н и я в А р з а м а с е и
8 0 - л е т и ю п р о ф е с с о р а В я ч е с л а в а П а в л о в и ч а П у ч к о в а
164
- угол трения в угловом соединении, для метрических резьб
;
-коэффициент трения на торце нажимного винта,
;
- диаметр опорного торца нажимного винта,
.
*
+
.
Таким образом, необходимый момент затяга М=1,2Нм.
Под точностью приспособления понимают свойство его конструкции
обеспечивать в процессе эксплуатации заданную точность обрабатываемой
детали (по размерам, форме, расположению и шероховатости поверхности)
после обработки.
Необходимая точность будет обеспечена, если максимальная
результирующая погрешность δ∑ будет меньше допуска Т на получаемый
размер, то есть должно соблюдаться условие [1]:
δ∑ < T.
(3)
Результирующая погрешность обработки δ∑ является следствием влияния
различных факторов: неточность станка, инструмента, погрешность установки
заготовки и настройки приспособления, упругие деформации и т.д.:
008 ,0 005 ,0 009 ,0 005 ,0 004 ,0 003 ,0 1,1
2
2
2
2
2
мм.
Таким образом, результирующая погрешность меньше допуска на
получаемый размер (0,008 < 0,013), то есть условие (3) выполняется,
следовательно,
проектируемое
приспособление
будет
обеспечивать
необходимую точность обработки.
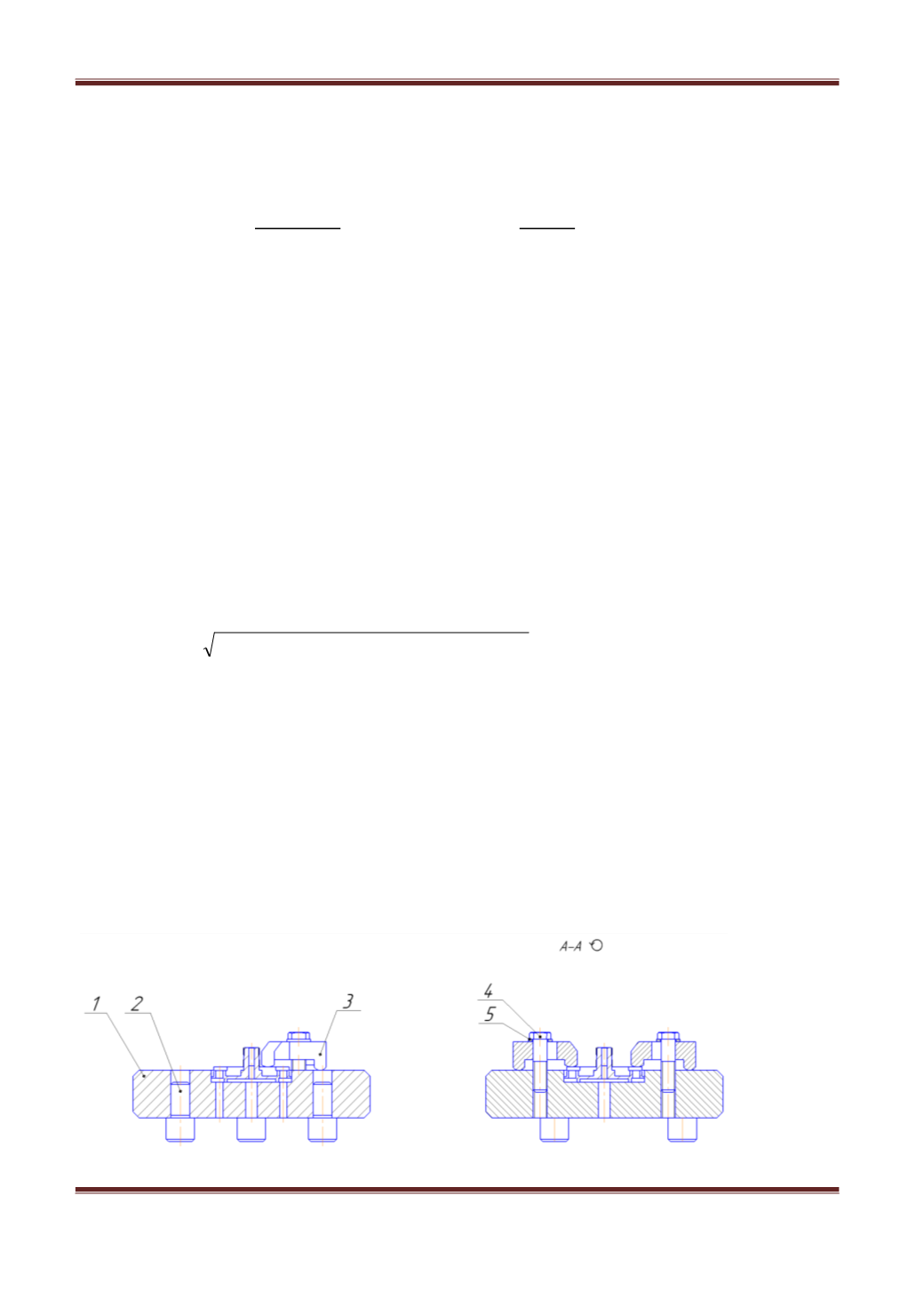
В приспособлении заготовка устанавливается поверхностью диаметром
25,6мм на плиту 1, рис. 3. Для фиксации положения приспособления на станке
служат три пальца цилиндрических 2, установленных в плите 1.
Зажимается заготовка сверху двумя прихватами 3, которые приводятся в
действие при помощи двух болтов 4. Зажим и разжим заготовки происходит в
процессе завинчивания болтов.
Рис.3. Компоновка приспособления


