М а т е р и а л ы X I I В с е р о с с и й с к о й н а у ч н о - п р а к т и ч е с к о й к о н ф е р е н ц и и
П о с в я щ а е т с я 8 5 - л е т и ю в ы с ш е г о п е д а г о г и ч е с к о г о о б р а з о в а н и я в А р з а м а с е и
8 0 - л е т и ю п р о ф е с с о р а В я ч е с л а в а П а в л о в и ч а П у ч к о в а
161
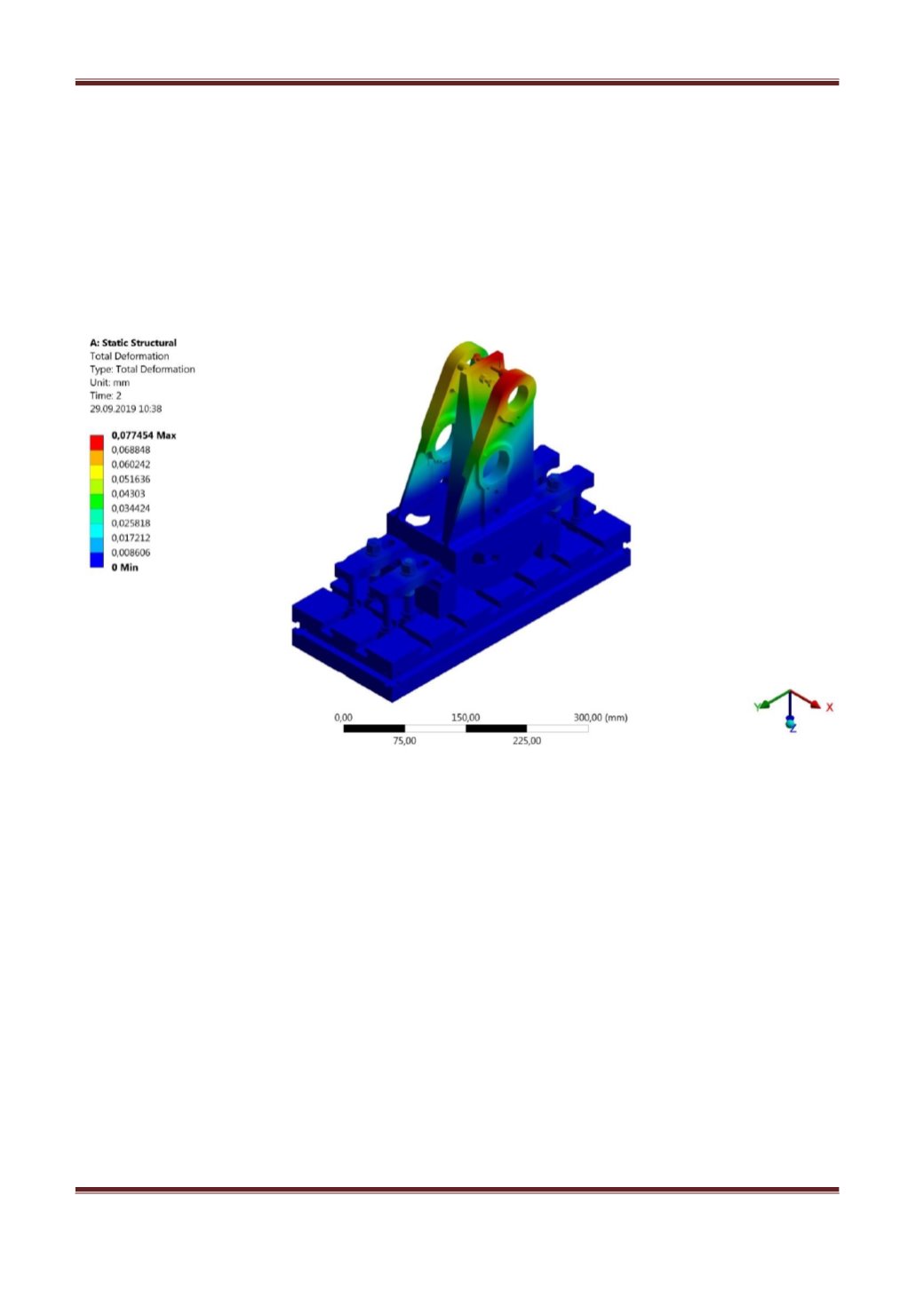
Для предотвращения прогибов в детали «Корпус тяги» возникающих под
действием приложенных нагрузок в конструкцию станочного приспособления
вводятся усовершенствования, а именно добавляется кронштейн, который
предположительно будут предотвращать деформацию детали при ее обработке.
Далее аналогично было выполнено численное моделирование процесса
обработки детали «Корпус тяги» в усовершенствованном универсально-сборном
приспособлении, результаты которого приведены на рис. 4.
Рис. 4. Рассчитанные эпюры прогибов, возникающие в детали «Корпус тяги» при обработке в
усовершенствованном универсально-сборном приспособлении
Анализ результатов статического прочностного анализа (рассчитанные
эпюры прогибов) доработанной конструкции станочного приспособления в
сборе с обрабатываемой деталью показывают, что величины деформаций
возникающих при обработке значительно уменьшились (δ=0.077мм<Т=0.43мм),
следовательно спроектированное приспособление можно использовать для
обработки детали.
_______________________________________
1. ANSYS; User‘sManual. Swanson Canonsberg, PA: Analysis Systems, Inc.
2011.


