СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
11
Оптимальные
технологические
параметры
при
изготовлении
металлооболочковых форм: толщина облицовочного слоя 10…20 мм, скорость
нагружения модели 10…15 см/с, давление сжатого воздуха 0,3…0,8 кг/см
2
.
а
б
в
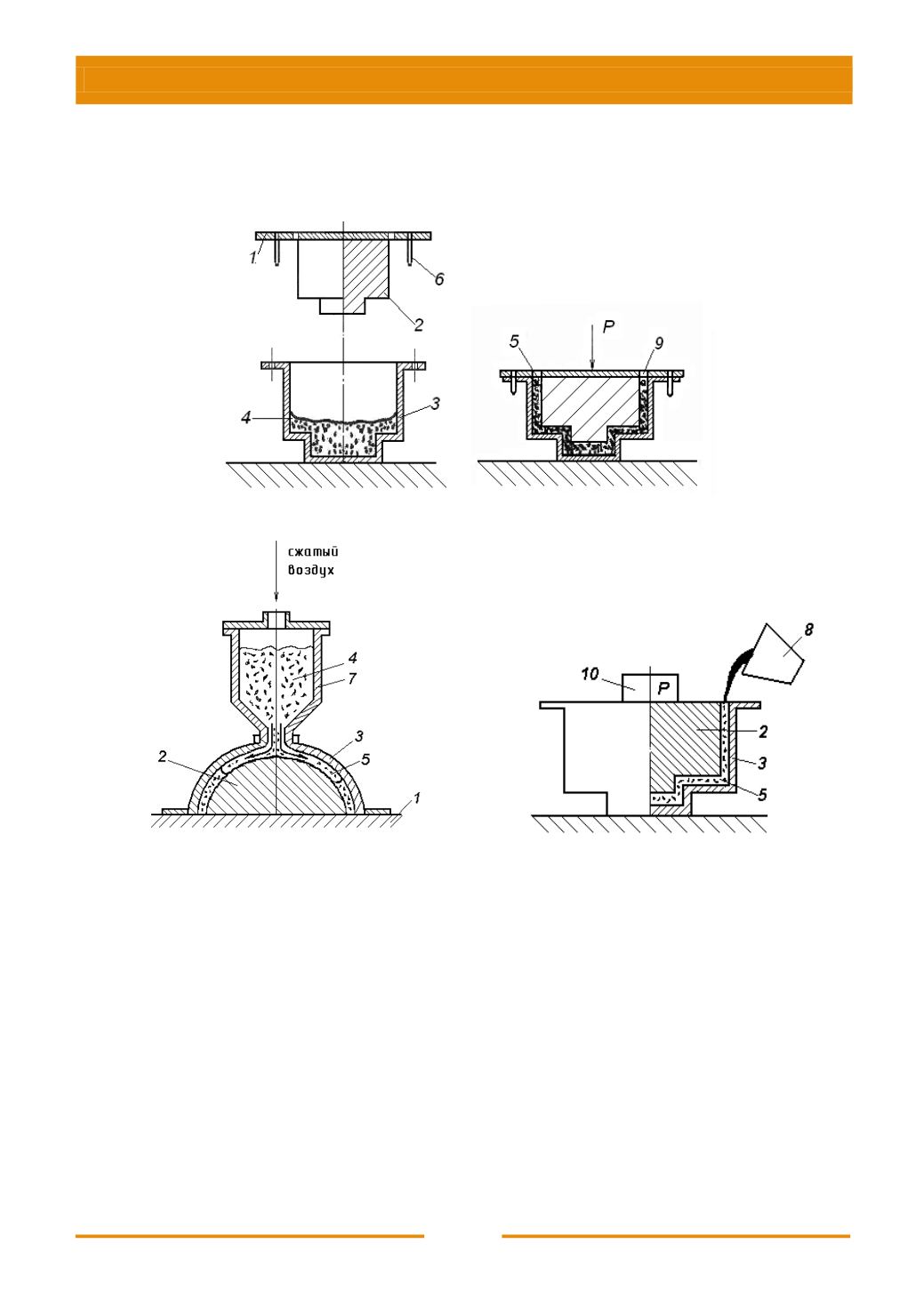
Рис. 1.1. Схема формирования облицовочного слоя:
а
– выдавливанием;
б
– под давлением сжатого воздуха;
в
– свободной заливкой керамической
суспензии;
1
– модельная плита;
2
– модель;
3
– фасонная опока;
4
– ЖСС;
5
– облицовочный слой;
6
– направляющий штырь;
7
– нагнетательный резервуар;
8
– емкость с керамической суспензией;
9
– отверстие;
10
– груз
Составы ЖCC, используемые при исследовании, приведены в табл. 1.1.
Установлено, что лучшим комплексом технологических и рабочих свойств
обладает ЖСС на жидком стекле с цирконовым и кварцевым песком в
соотношении 3:1. Ценной особенностью такой смеси является то, что после
затвердевания стальной отливки образуется спекшаяся корочка толщиной
2…5 мм, которая при охлаждении отливки свободно отделяется от ее
поверхности.


