ТЕХНОЛОГИЯ СПЕЦИАЛЬНЫХ ВИДОВ ЛИТЬЯ
18
Толщина стенки отливки должна обеспечить ее прочность, заполнение
формы и питание отливки при затвердевании.
Минимальные толщины
стенок
отливок приведены в табл.1.1.
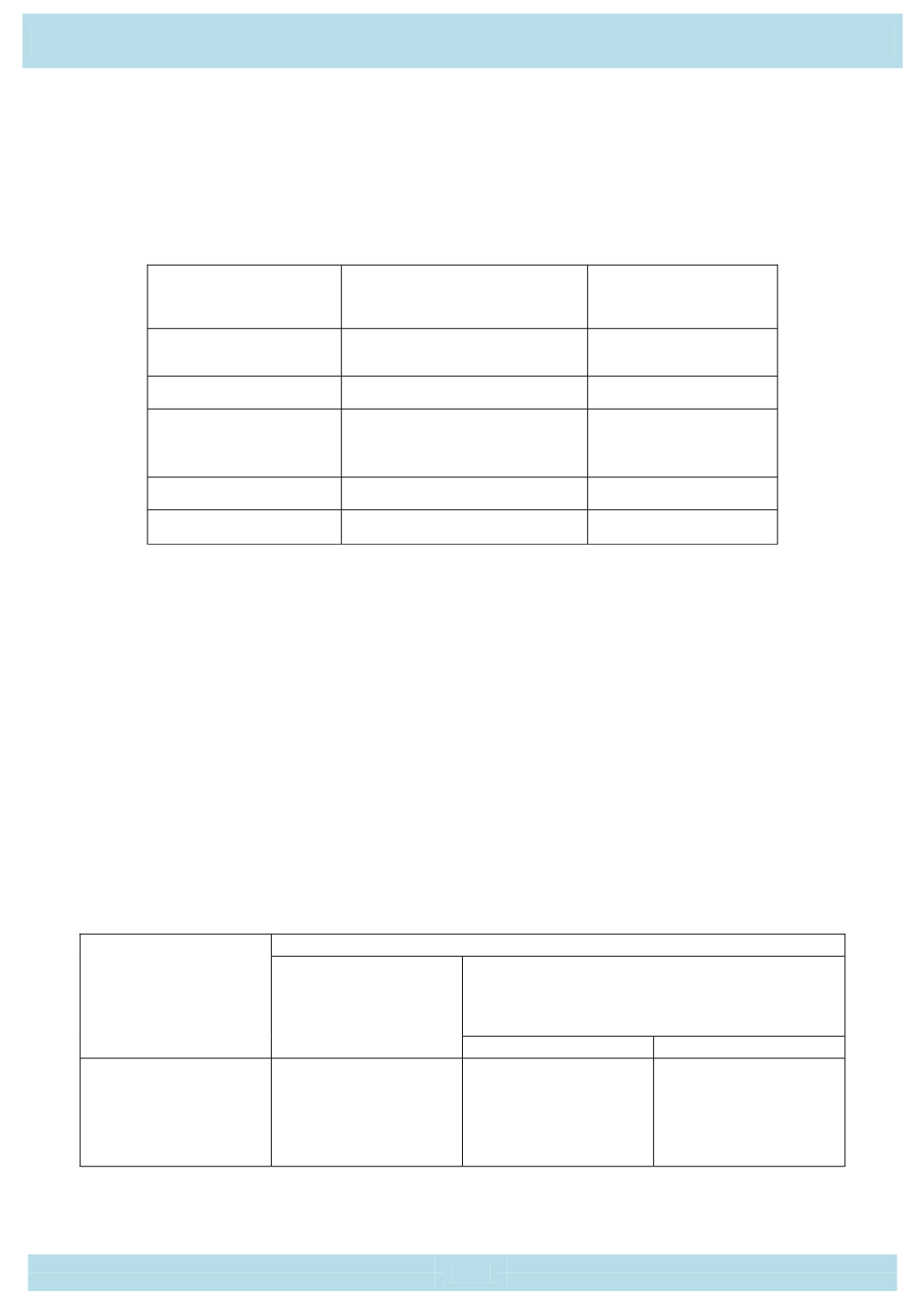
Таблица 1.1.
Рекомендуемая толщина стенок отливок
Сплавы
Площадь поверхности
стенки, см
2
Толщина стенки, мм
Чугун.
25
25... 125
4...5
6...7
Сталь
25...125
8
Алюминиевые
100... 250
250... 900
900
2,2...4,0
2,5...4,5
3,5...5,0
Магниевые
30
3
Бронза
30
4...6
Для повышения жесткости отливок и устранения возможного их короб-
ления при извлечении из формы, а также при термической обработке преду-
сматривают
ребра жесткости
. Однако следует учитывать, что большое число
ребер жесткости затрудняет усадку отливок и может привести к образованию
трещин. Толщина ребер жесткости должна составлять 0,6—0,8 толщины
сопрягаемых стенок отливки.
Радиусы скруглений
при угловом сопряжении стенок
R
= (
S
1
+
S
2
)/2
..
Для чугунных отливок во избежание отбела радиус скругления должен
быть не менее 3 мм.
Для легкого извлечения из кокиля отливки ее стенки должны иметь
уклоны (табл. 1.2).
Таблица 1.2.
Уклоны стенок при литье в кокиль
Сплавы
Уклон, % (от высоты стенки отливки)
Наружная
поверхность
отливки
Внутренняя поверхность,
оформляемая металлическим
стержнем, при высоте отливки, мм
до 50
свыше 50
Чугун, высота
стенки, мм:
до 50
51—100
101...500
4…7
2...5
1...3
—
—


