ПЛАВИЛЬНЫЕ ПЕЧИ ЛИТЕЙНЫХ ЦЕХОВ
80
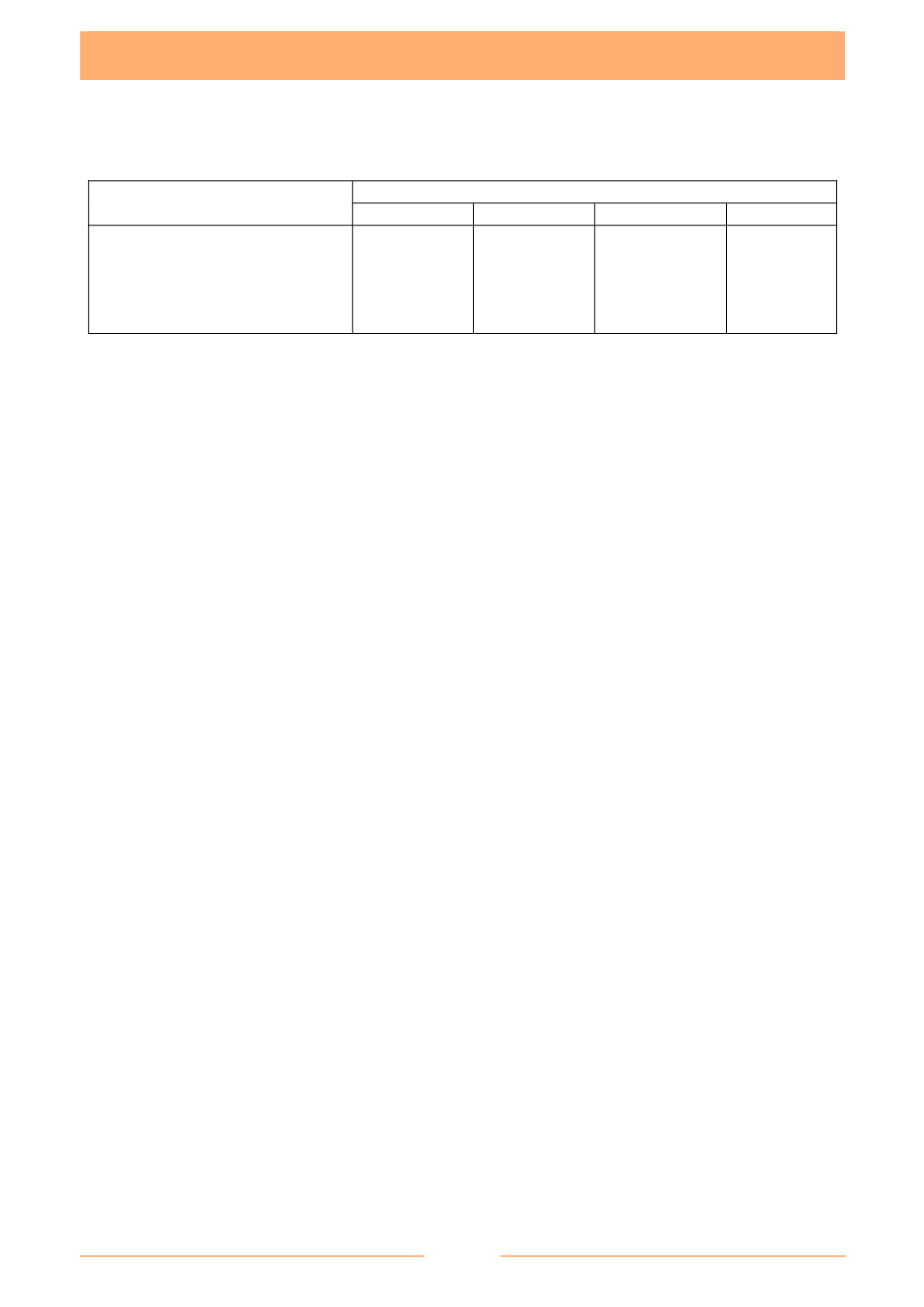
Таблица 3.3
Технические характеристики камерных электропечей сопротивления
и электропечей-миксеров для поддержания температуры алюминия и его сплавов
Параметр
Модель печи
САК-0,1-И1 4САК-0,7
САКМ-3В-И1 САКМ-16
Установленная мощность, кВт
Вместимость камеры, т
Масса электропечи, т
Габаритные размеры, мм
20
0,1
1,55
1570х2250х
1700 (+400)
50
0,7
4,2
1622х2770х
1895
203
3
-
5720х13990х
7000
240
16
74
4830х7570х
3700
В электропечи САК-0,1-И1 (рис. 3.3) температура расплава поддержива-
ется карбидно-кремниевыми электронагревателями. Заливку расплава в зали-
вочное отверстие камеры выполняют с помощью цехового транспорта (крышка
должна быть снята); раздачу расплава в машины литья под давлением осущест-
вляют с помощью манипулятора или раздаточной ложки через разгрузочное от-
верстие при снятой крышке. Электропечь работает в ручном или автоматиче-
ском режимах.
Электропечь-миксер САКМ
предназначена для поддержания температу-
ры расплавленного алюминия, рафинирования, отстаивания и раздачи его по
литейным машинам (рис. 3.4).
Камерная электропечь имеет заливочный и переливной карманы, разда-
точные лётки и лётку полного слива. Для удаления шлака, рафинирования и
очистки ванны предусмотрены два окна, закрытых дверцами.
Из плавильной печи жидкий алюминий через заливочный карман подаёт-
ся в электропечь. После завершения заливки карман закрывают крышкой. Шлак
с поверхности расплава удаляют скребками через окна. Расплавленный алюми-
ний поступает в литейную машину через раздаточные лётки.
Электропечи сопротивления (вакуумные миксеры САКМ-3В-И1;
САКМ-2,0В-И1) предназначены для дегазации алюминиевых сплавов. В рабо-
чем пространстве создаётся вакуум (остаточное давление 1333 – 133 Па). Элек-
тропечь состоит из кожуха, нагревательной камеры, систем вакуумной и водо-
охлаждения, нагревателей.
Аналогичные конструкции электрических тигельных печей применяют
при плавке магниевых сплавов в выемных тиглях типа СМТ. Конструкция од-
ной из таких печей показана на рис. 3.5. При работе печи с выемным тиглем
формы заливают из тигля, который, после приготовления сплава, извлекают из
печи и транспортируют на место заливки. Тигли изготавливают сварными из
листовой стали.
Наиболее часто применяют выемные тигли ёмкостью 50 – 150 кг, а при
крупных отливках ёмкость тигля достигает 250 – 2000 кг. Срок службы свар-
ных тиглей достигает 50 – 70 плавок. Дно тигля штампованное, к верхней части
приварен борт, которым тигель опирается на печь. Тигель, таким образом, на-
ходится в подвешенном состоянии.


