ПЛАВИЛЬНЫЕ ПЕЧИ ЛИТЕЙНЫХ ЦЕХОВ
84
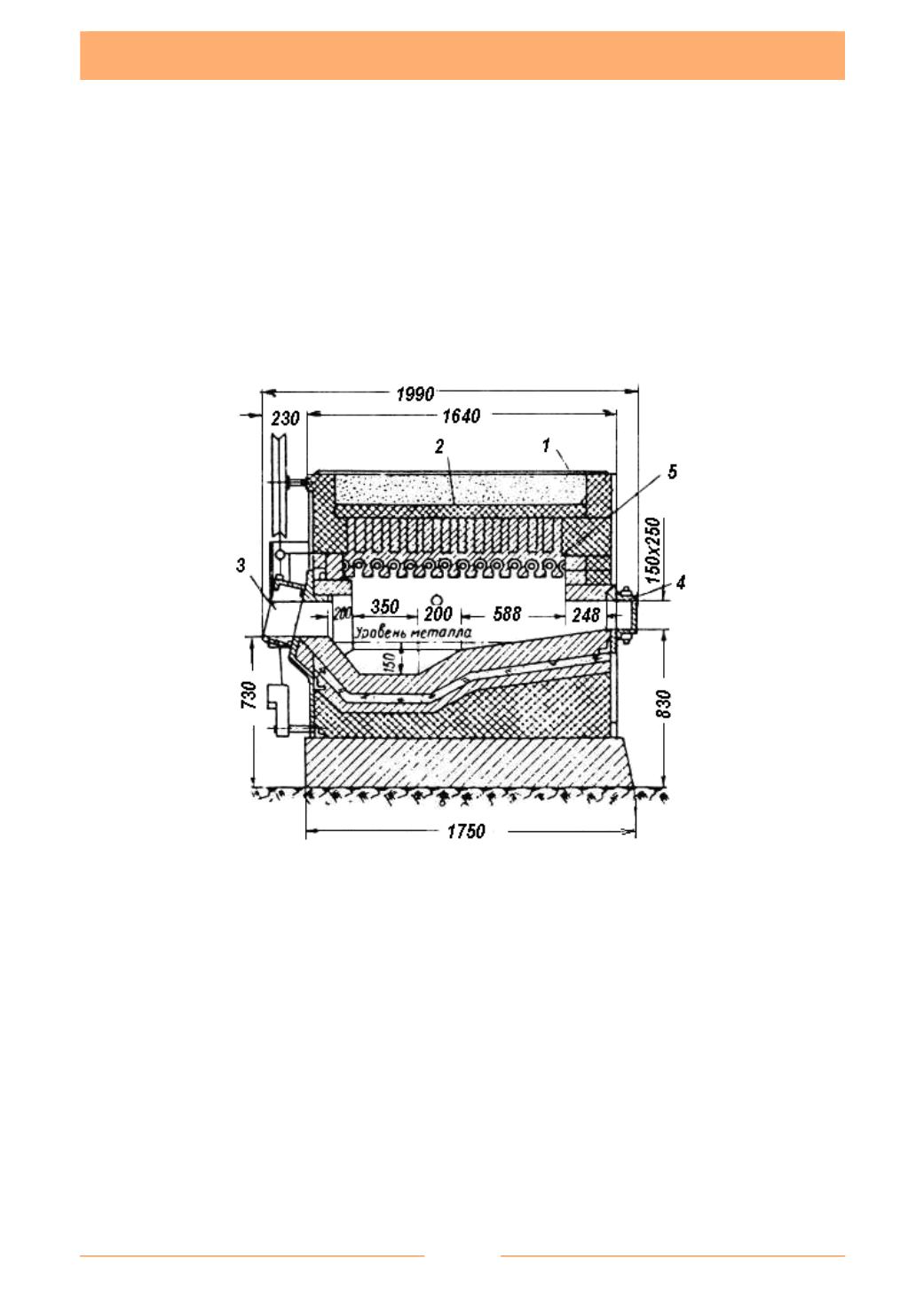
шамотного кирпича
2
. Свод рабочей камеры собирается из фасонных балок, в
пазах устанавливаются нагревательные элементы
5
.
Под слоем магнезитового кирпича подины и металлосборника насыпается
мелкий магнезитовый порошок, который не допускает просачивания расплав-
ленного металла. Пространство между кожухом
1
и огнеупорной кладкой рабо-
чей камеры заполнено теплоизоляцией, состоящей из диатомитового кирпича и
засыпки. На торцевой стенке со стороны камеры расплавления расположена
дверца
4
с ручным механизмом открывания, через которую производится за-
грузка металла на подину форкамеры. По мере расплавления металл стекает в
металлосборник и вычерпывается через раздаточное окно
3
.
Рис. 3.7. Электропечь типа ПК-40
Электрическая печь САС-9 имеет две камеры – для плавки и рафиниро-
вания, расположенные перпендикулярно друг к другу, а также камеру перелива
жидкого металла.
Для плавки и подогрева магниевых и медных сплавов, кроме печей типа
СМТ, применяются печи СЭТ и СБТ. На рис. 3.8 показан общий вид печи СБТ.
В табл. 3.5 приведены данные для печей САН-0,3А; САН-0,5А; САН-1А (1В);
САН-2А (2В); САН-3А; СЭТ-0,1; СМТ-0,25; СБТ-0,15А.
Печи СЭТ и СМТ исполняются стационарными в двух вариантах: с про-
волочным нагревателем, заложенным в пазы фасонного огнеупора футеровки, и
с ленточным. В печи СБТ, предназначенной для подогрева бронзы, нагреватели


