ПЛАВИЛЬНЫЕ ПЕЧИ ЛИТЕЙНЫХ ЦЕХОВ
62
ковую лётку заделывают обычным формовочным составом. Они находятся в
закрытом состоянии до первого выпуска шлака.
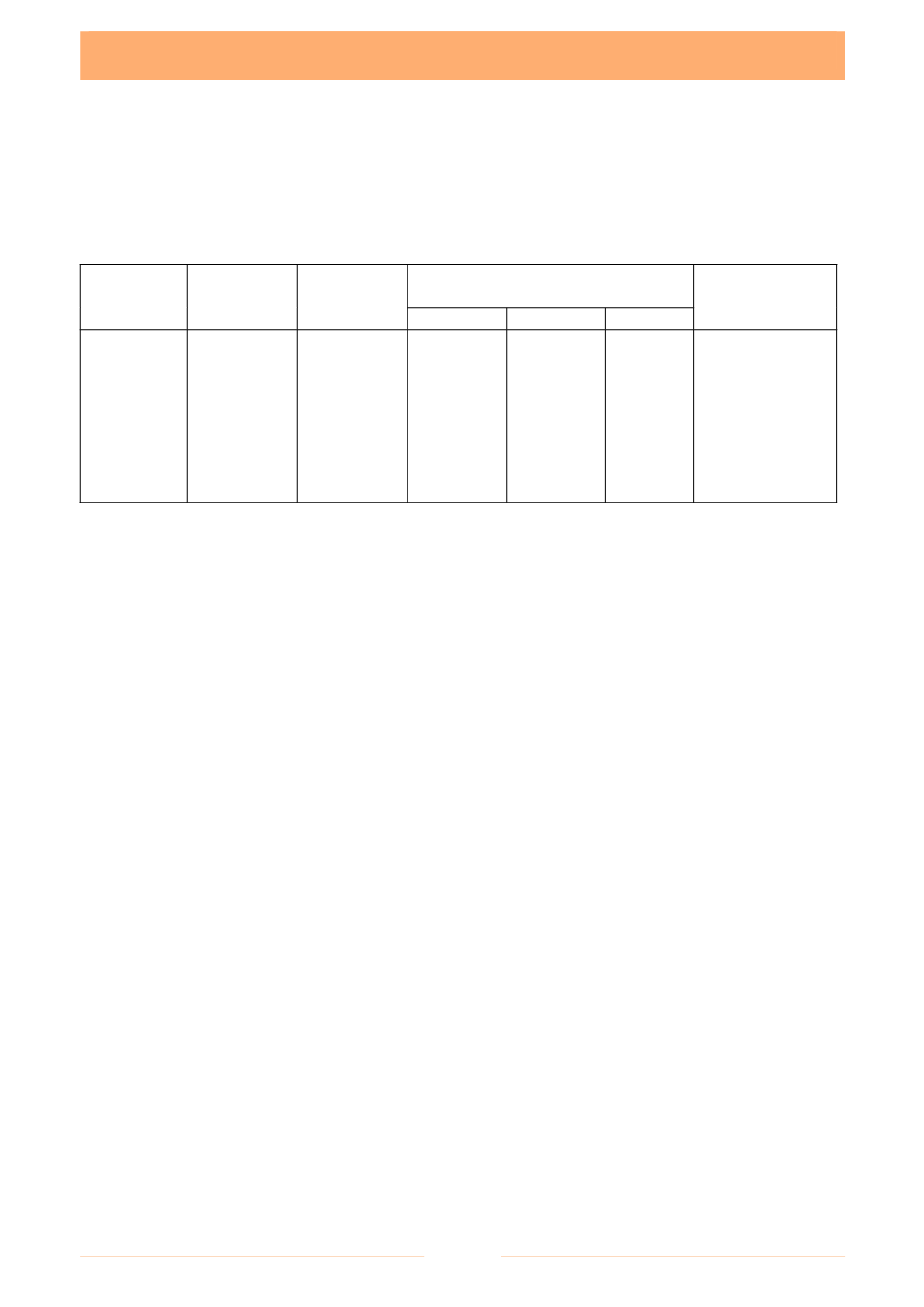
Таблица 2.4
Рекомендуемые массы кокса и металлозавалки в рабочих колошах
в зависимости от диаметра вагранки в свету
Диаметр
вагранки
в свету, мм
Площадь
шахты
вагранки, м
2
Масса ме-
таллической
завалки, кг
Масса, кг, кокса в рабочей коло-
ше при его расходе, %
Производи-
тельность ва-
гранки, т/ч
10
15
14
500
700
900
1100
1300
1500
1800
2100
0,196
0,385
0,636
0,950
1,320
1,766
2,543
3,462
150
300
500
700
900
1350
1800
2500
15
30
50
70
90
135
180
250
18
36
60
84
108
162
216
300
21
42
70
98
126
189
252
350
2
3 – 4
4 – 6
7,5 – 9
9 – 12
14 – 17
18 – 22
25 – 30
Лётка для металла может быть заделана до пуска дутья или после. До
пуска дутья лётку заделывают формовочной смесью на всю глубину, и смесь
уплотняют снаружи. Это позволяет предупредить попадание первых холодных
капель чугуна в лётку и их замерзание.
Выпуск чугуна из вагранки может производиться непрерывно (в копиль-
ник) и периодически. Вагранка, работающая с непрерывным выпуском металла,
имеет ряд преимуществ: более постоянная температура выпуска чугуна; ста-
бильнее ход ваграночной плавки с равномерным сходом шихты; меньшее на-
сыщение чугуна углеродом и серой; более стабильный химический состав, так
как при скапливании большой массы чугуна в копильнике лучше усредняется
химический состав, меньше сказываются погрешности при взвешивании ком-
понентов шихты и колебания их химического состава. Выдержка чугуна в ко-
пильнике позволяет лучше отделиться шлаку и неметаллическим включениям,
которые всплывают в шлак, покрывающий жидкий чугун; при обогреве ко-
пильника происходит дополнительный перегрев чугуна, что важно для отливки
высококачественных деталей; упрощается работа вагранщика.
Непрерывный выпуск шлака через шлаковую лётку, однако, имеет и не-
достатки: потери напора дутья при открытой шлаковой лётке, что несколько
снижает производительность печи и может сказаться на температуре выпускае-
мого чугуна; поток раскалённых газов частично раздувает шлак.
На вагранках длительного действия для выпуска чугуна и шлака устанав-
ливают, как правило, два компрессионных шлакоотделителя (см. рис. 2.4), ра-
ботающих попеременно. При выпуске первого чугуна через компрессионный
шлакоотделитель кратковременно уменьшают давление дутья в вагранке для
предотвращения выброса металла из металлоприёмника давлением газа.


