ПЛАВИЛЬНЫЕ ПЕЧИ ЛИТЕЙНЫХ ЦЕХОВ
46
Последнее характеризует условия горения кокса и теплообмена в разных
зонах печи. На процесс плавки влияют и температура подогрева воздуха, и обо-
гащение воздуха кислородом. Конечными контролируемыми параметрами яв-
ляются химический состав чугуна; показатели, характеризующие литейные
свойства чугуна (углеродный эквивалент, жидкотекучесть, глубина отбела и га-
зонасыщенность); показатели механической прочности.
Вагранка как непрерывно действующая печь является весьма пригодной
для использования в поточном производстве. Кроме того, необходимо учиты-
вать, что запасы угля в мире и в нашей стране разведаны на 400 – 500 лет, что
нельзя сказать о газе.
2.2. Конструкции пламенных печей для плавки цветных металлов
Все процессы плавки цветных сплавов можно подразделить, как и при
производстве чёрных металлов, на моно- и полипроцессы. Характерной осо-
бенностью монопроцесса, наиболее распространённого при литье цветных
сплавов, является осуществление всех операций плавки в одной плавильной пе-
чи. Полипроцессы применяют в крупносерийном и массовом производстве от-
ливок, особенно при очень высоких требованиях к сплавам по наличию в них
вредных примесей. Параметрами процесса плавки цветных сплавов остаются
температура и давление, которые зависят от типа плавильного агрегата и назна-
чения сплава.
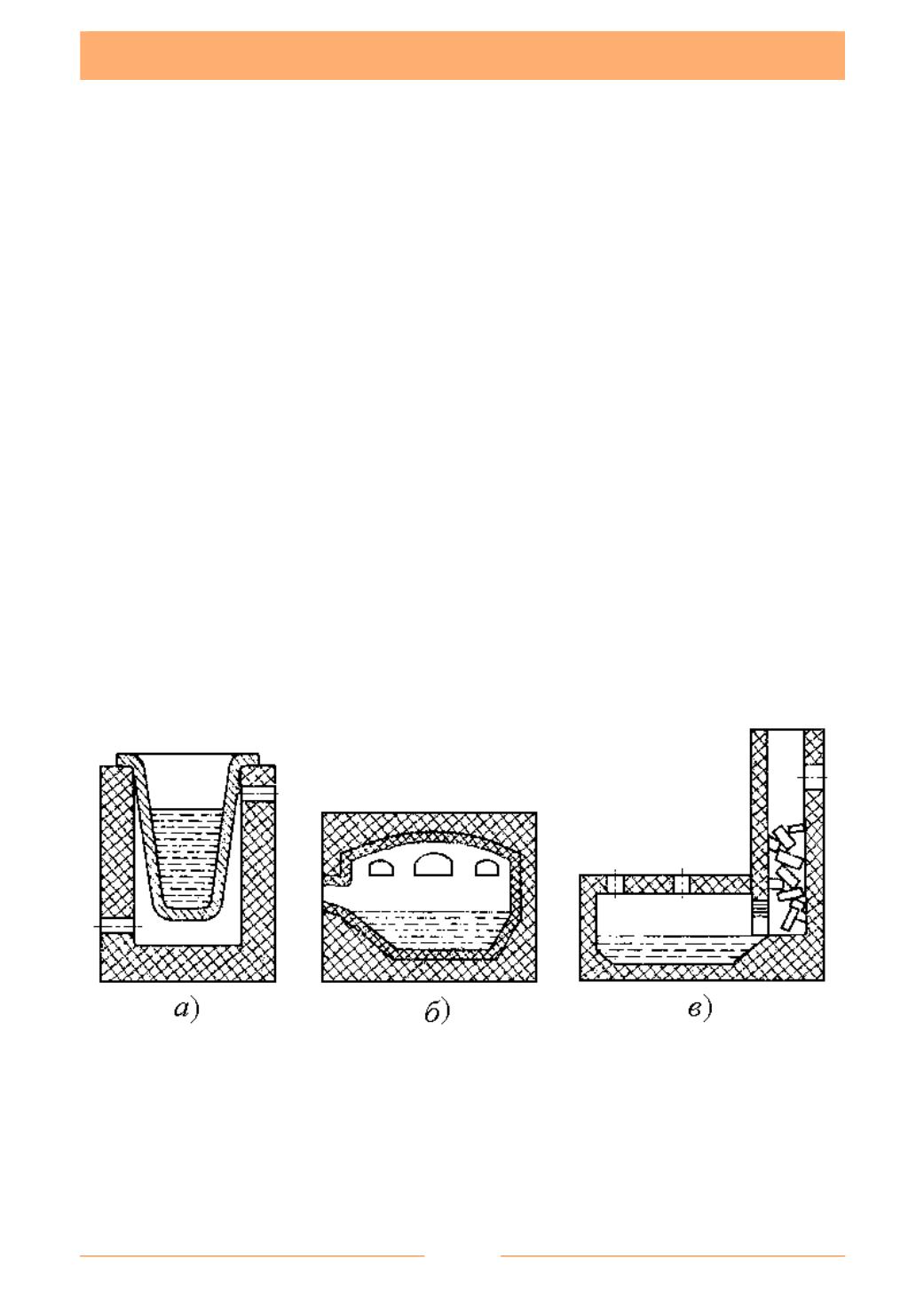
Среди пламенных печей для плавки цветных сплавов можно выделить
три основных типа: тигельные, отражательные и шахтно-ванные (рис. 2.18).
Рис. 2.18. Схемы топливных плавильных печей:
а
– тигельная;
б
– отражательная;
в
– шахтно-ванная
Большое распространения в небольших литейных цехах получили пово-
ротные
тигельные печи
(рис. 2.19). Они отапливаются мазутом или газом и
применяются для плавки медных и алюминиевых сплавов. В футерованный


