Нагревательные печи и устройства
241
зультате чего электроны переходят на промежуточный метастабиль-
ный уровень, излучают фотоны света и возвращаются в невозбужден-
ное состояние. Рубиновый стержень
1
служит оптическим резонато-
ром, а его торцы играют роль параллельных зеркал. Индуцированное
излучение, много раз переходя активную среду, значительно усилива-
ется. Луч из лазерной головки поступает в оптическую систему и фо-
кусируется на поверхности нагреваемой детали.
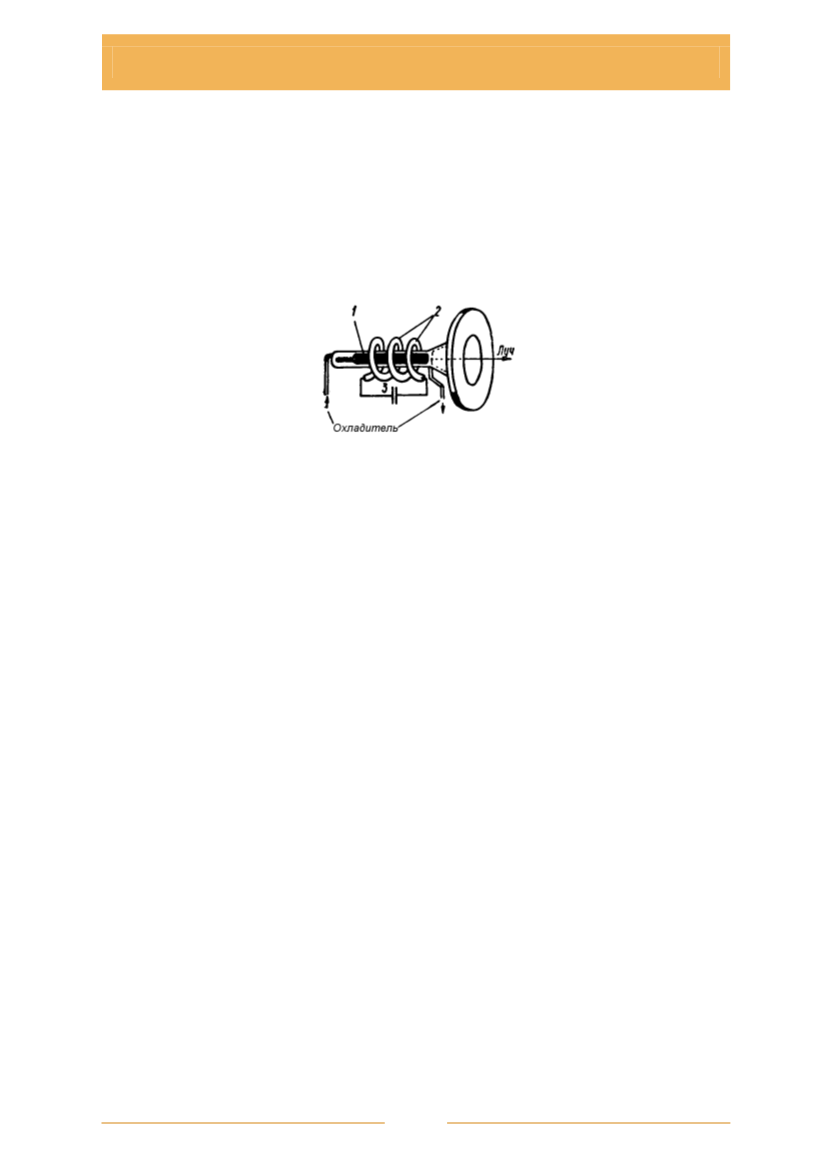
Рис. 9.17. Устройство для получения луча лазера:
1
– рубиновый стержень;
2
– импульсная лампа подкачки;
3
– специальный накопитель тока высокого напряжения
Импульсная лампа накаливания получает ток высокого напряже-
ния через специальный наконечник
3
. Разряд производится за счет по-
лучения высоковольтного импульса от электрода поджигающего уст-
ройства. Отечественная установка "Квант-16" применяется для термо-
обработки инструмента. В ней используется стекло с неодимом. Длина
волны излучения 1,06 мкм. энергия импульса 30 Дж с длительностью
6 – 7 мкс и частотой повторений 0,5 имп/с. Оптическая система позво-
ляет фокусировать излучение в световом пятне диаметром 2 – 5 мм.
Плотность (интенсивность) потока излучения 10
4
Вт/см
2
.
При термообработке лазерное излучение используют, главным
образом, для поверхностного уплотнения деталей импульсной закал-
кой. В результате нагрева лазерным лучом и быстрого охлаждения по-
верхностного слоя достигается высокое значение микротвердости. Это
создает необходимые предпосылки для увеличения стойкости инстру-
ментов, штампов, прессформ и т.д.
Лазерная закалка имеет определенные преимущества при местной
поверхностной закалке деталей сложной конфигурации. Большим пре-
имуществом является возможность нагрева деталей без вакуума или в
защитной атмосфере. При нагреве в аргоне глубина закаленного слоя
несколько снижается, но качество поверхности получается настолько
высоким, что позволяет избежать шлифовки.


