СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
177
Расход воды, м
3
/ч
3
Габаритные размеры, мм:
длина
3000
ширина
2500
высота
225
Масса, кг
1500
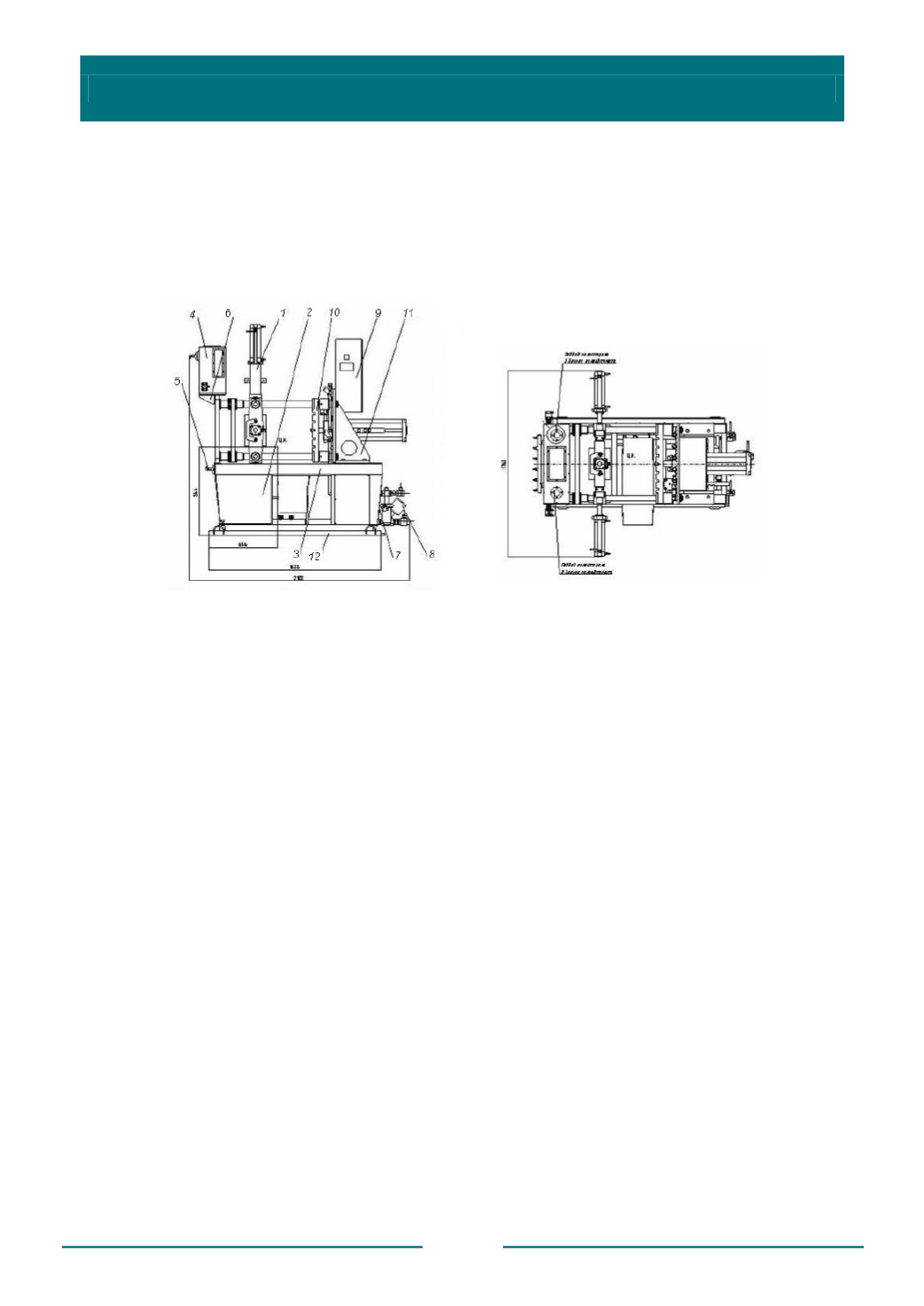
Рис. 3.28. Схема модельного полуавтомата ПМ-5М1:
1
– пневмопривод;
2
– пневмопривод; 3 – рама;
4
– бункер;
5
– коллектор;
6
– кронштейн;
7
– пневмотоннель;
8
– блок гидроаппаратуры;
9
– шкаф управления;
10
– плита подвижная;
11
– кронштейн;
12
– поддон
Полуавтомат обеспечивает выполнение технологических операций в
следующем цикловом полуавтоматическом режиме:
•
сборка пресс-формы;
•
нагрев пресс-формы;
•
задув подвспененных гранул полистирола в пресс-форму;
•
вакуумирование пресс-формы;
•
спекание изделия;
•
охлаждение пресс-формы;
•
разборка пресс-формы;
•
выталкивание изделия из пресс-формы на транспортное устройство
полуавтомата;
•
продувка пресс-формы воздухом.
Сборка моделей и модельных блоков
В условиях мелкосерийного производства сборка пенополистироловых
моделей из отдельных частей и моделей в блоки производится вручную с
применением кондуктора и клея. В условиях серийного и массового производства
применяются полуавтоматические установки для склейки и сварки моделей из
отдельных частей и моделей в блоки. На рис. 3.29 представлена


