ТЕХНОЛОГИЯ СПЕЦИАЛЬНЫХ ВИДОВ ЛИТЬЯ
34
полости формы через вентиляционные отверстия. Практика, показала, что опас-
ность возникновения газовой пористости в отливках по этим причинам отсутст-
вует, если площадь сечения вентиляционных каналов
S
в
= 1,25S
п
,
где
S
п
—
площадь поперечного сечения питателей.
Размеры и форму вентиляционных каналов и пробок выполняют по
ГОСТам (например, см. ГОСТ 16250—70).
Центрирующие элементы — штыри и втулки—предназначены для
точной фиксации половин кокиля при его сборке. Обычно их количество не
превышает двух. Их располагают в диагонально расположенных углах кокиля.
1.2.4. Выбор кокильной машины.
Кокильные станки и машины.
В зависимости от серийности производства, массы и сложности отливок
для механизации и автоматизации кокильного литья используются различные
станки и машины. Ручные кокильные станки применяются в мелкосерийном
производстве, механизированные - при серийном (рис.1.24 и рис.1.25).
Типы кокилей для универсальных кокильных машин
представлены
на
рис.1.23.
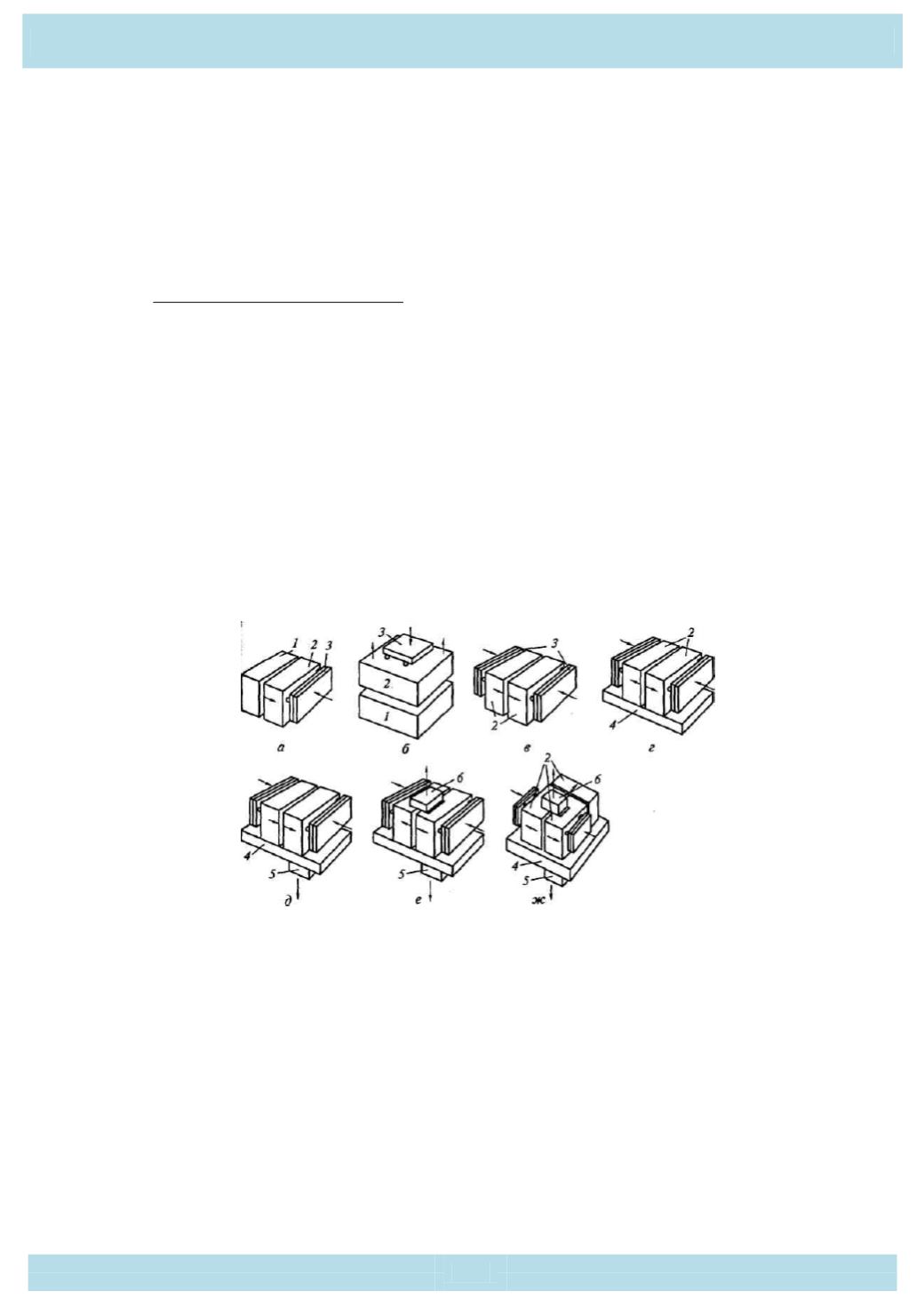
Рис. 1.23. Типы кокилей для универсальных кокильных машин
(стрелки — направление движения деталей кокиля):
а
— кокиль с вертикальной плоскостью разъема и одной подвижной половиной;
б
— кокиль с горизонтальной плоскостью разъема и одной подвижной половиной;
в
— кокиль с вертикальной плоскостью разъема и двумя подвижными половинами;
г —
кокиль с вертикальной плоскостью разъема, двумя подвижными половинами и
поддоном;
д —
кокиль с вертикальной плоскостью разъема, двумя подвижными половинами,
поддоном и нижним металлическим стержнем;
е—
кокиль с вертикальным разъемом, двумя
подвижными половинами, нижним и верхним металлическими стержнями;
ж
— кокиль с
вертикальным разъемом, тремя подвижными частями, поддоном, нижним и верхним
металлическими стержнями;
1
— неподвижная часть кокиля;
2
— подвижная часть кокиля;
3 —
плита толкателей с толкателями;
4 —
поддон;
5 и
6
— соответственно нижний и верхний металлические стержни.


