ПЛАВИЛЬНЫЕ ПЕЧИ ЛИТЕЙНЫХ ЦЕХОВ
148
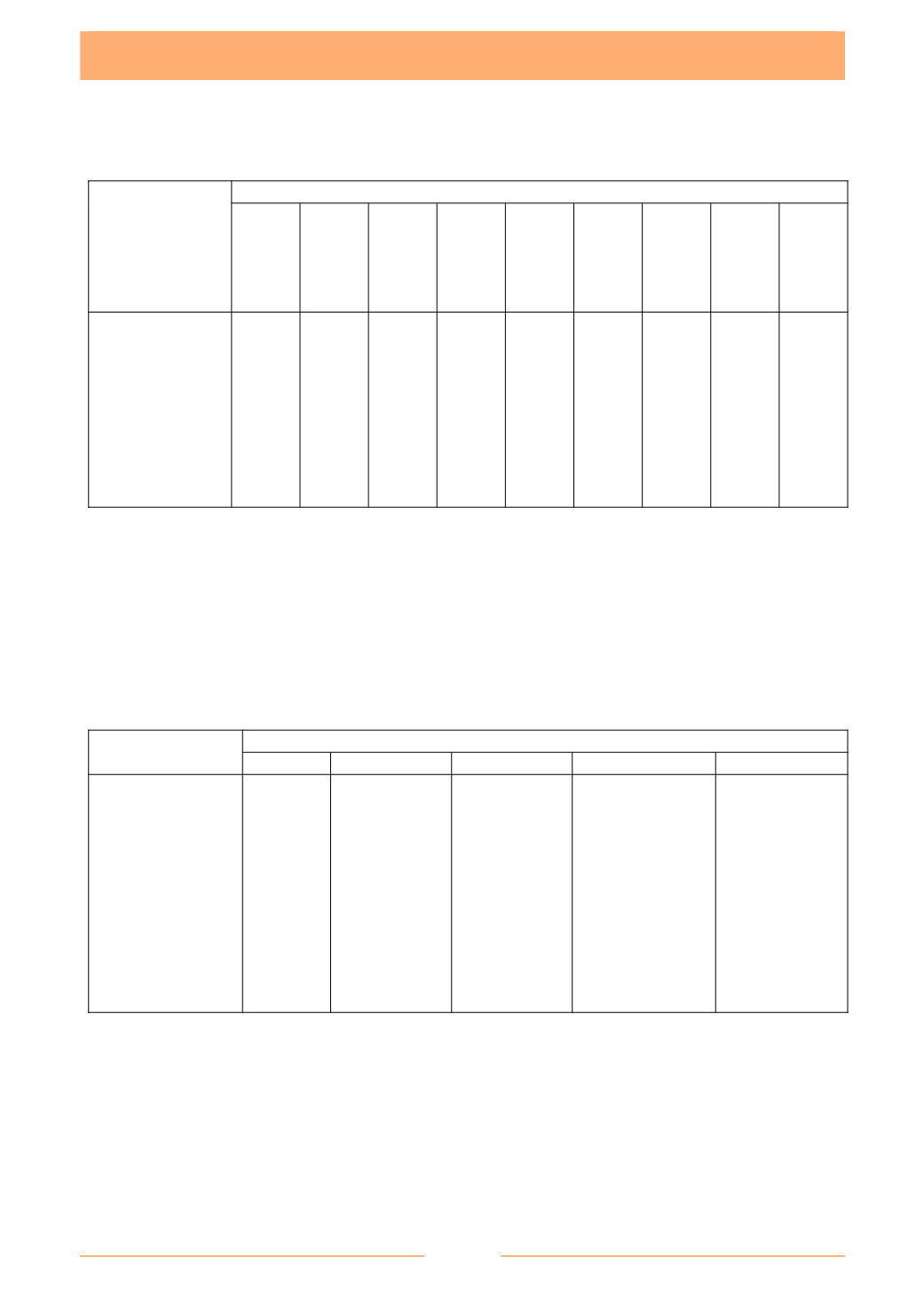
Таблица 5.3
Технические характеристики индукционных тигельных печей ИАТ
для плавки алюминия и его сплавов
Параметр
Модель печи
ИАТ-
0,4/0,18-С3
ИАТ-
0,4/025-И1
ИАТ-
0,4/0,8-М4
ИАТ-1/0,4-
М3
ИАТ-2,5-
М1
ИАТ-
2,5/1,0-И1
ИАТ-
2,5/1,6-М3
ИАТ-6-М2
ИАТ-6/2,5-
И1
Установленная
мощность,
кВ
⋅
А
Вместимость
тигля, т
Производи-
тельность по
расплавлению
и перегреву, т/ч
180
0,4
0,29
280
0,4
0,45
1000
0,4
0,90
400
1,0
0,67
1000
2,5
1-3
970
2,5
1,84
1850
2,5
2,5
1600
6,0
2,0
2500
6,0
4,83
Замену тиглей проводят при износе стенок в любом месте на 30% во из-
бежание выхода из строя индуктора и выброса металла из печи, для чего в пе-
чах предусматривают сигнализаторы состояния футеровки тигля. В печах ИАТ
температура расплавленного металла достигает 750
о
С.
Таблица 5.4
Технические характеристики индукционных тигельных печей для плавки латуней,
меди и её сплавов
Параметр
Модель печи
ИЛТ-0,4 ИЛТ-1/0,4-М2 ИЛТ-2,5/1-С2 ИЛТ—10/1,6-М1 ИЛТ-25/4,0-И1
Мощность:
установленная,
кВ
⋅
А
потребляемая,
кВт
Номинальная
вместимость, т
Производитель-
ность по рас-
плавлению и пе-
регреву, т/ч
100
85
0,85
0,3
400
385
1
1
1000
896
2,5
2,6
1600
1260
10
3,82
4000
3500
25
10,5 – 11,7
В печах ИЛТ температура жидкого металла находится в пределах
1 200 – 1 350
о
С. Плавку цинковых сплавов проводят в индукционных тигель-
ных печах промышленной частоты типа ИАТ, так как индукционные канальные
печи ИЦК-М1 и ИЦК-40С2 применяют в цехах заготовительного производства
для выплавки катодного цинка и сплавов на его основе.


