ПЛАВИЛЬНЫЕ ПЕЧИ ЛИТЕЙНЫХ ЦЕХОВ
141
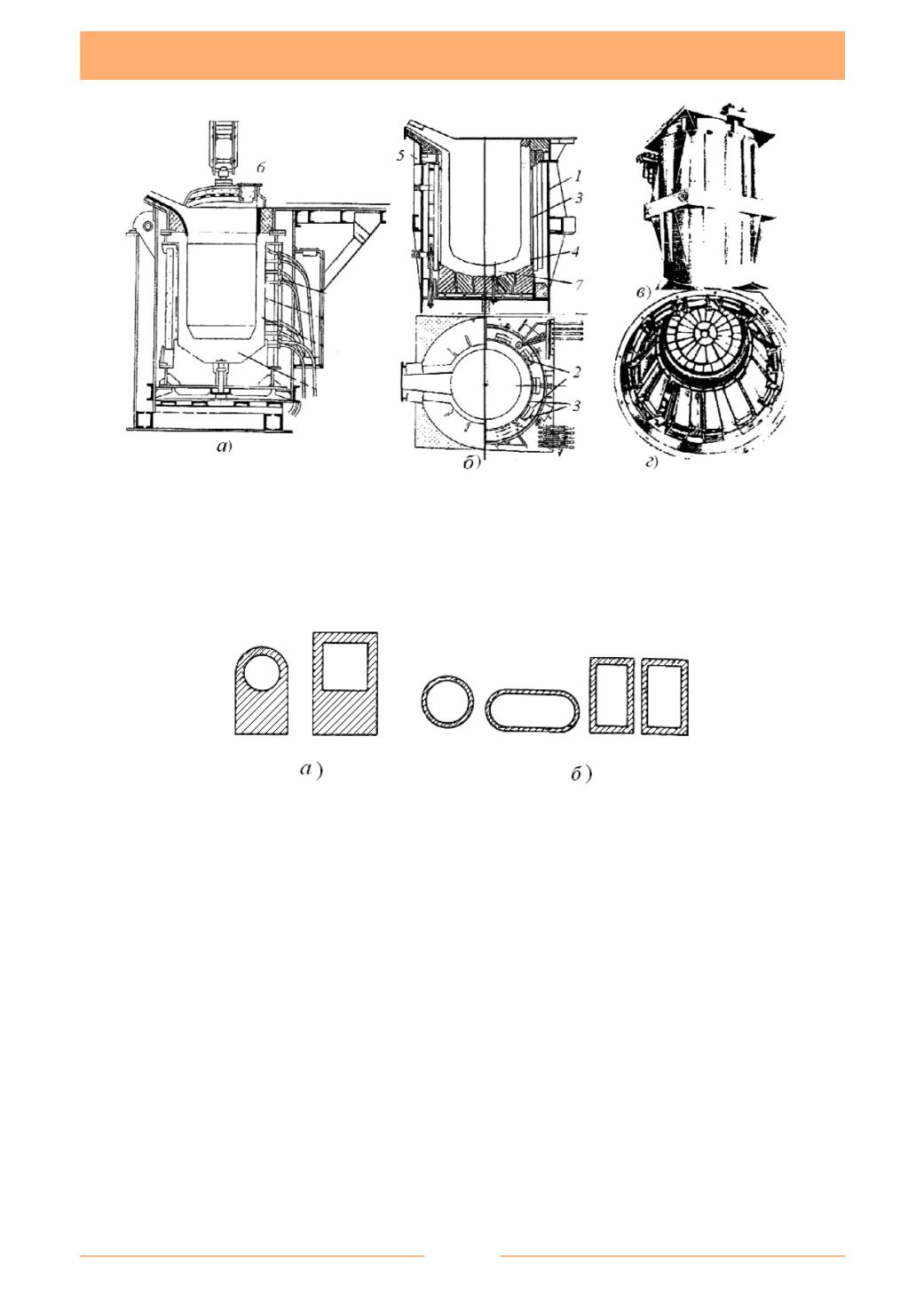
Рис. 5.2. Индукционные печи:
а
– 6 т,
б
– 12 т;
в
– металлический каркас индукционной печи;
г
– магнитопровод;
1
– сварной стальной корпус;
2
– пакеты магнитопроводов;
3
– водоохлаждаемый
индуктор;
4
– огнеупорный тигель;
5
– гидравлический механизм наклона печи;
6
– крышка;
7
– система охлаждения
Рис .5.3. Профилированные сечения медных трубок,
применяемых для изготовления индукторов:
а
– неравностенные трубки;
б
– профилированные и непрофилированные трубки
Подвод тока к индуктору печей средней и повышенной мощности осуще-
ствляется при помощи одного или нескольких токоведущих кабелей. Сигнали-
затор проедания тигля служит для предотвращения аварий в случае разрушения
футеровки и проникновения металла к индуктору.
Принципиальная схема взвешивающей системы (прессдуктор), показана
на рис. 5.5.
По частоте тока источника питания индукционные печи подразделяются:
на печи промышленной частоты (50 – 60 Гц); средней частоты (150 – 450 Гц) и
высокой частоты (1 000 – 2 500 Гц) с частотными преобразователями. С повыше-
нием частоты тока уменьшается интенсивность движения металла в тигле, что
позволяет увеличить подводимую удельную мощность и скорость плавки, но
это ведет к удорожанию электрооборудования и снижению КПД при выдержке
и перегреве жидкого металла.


