ПЛАВИЛЬНЫЕ ПЕЧИ ЛИТЕЙНЫХ ЦЕХОВ
143
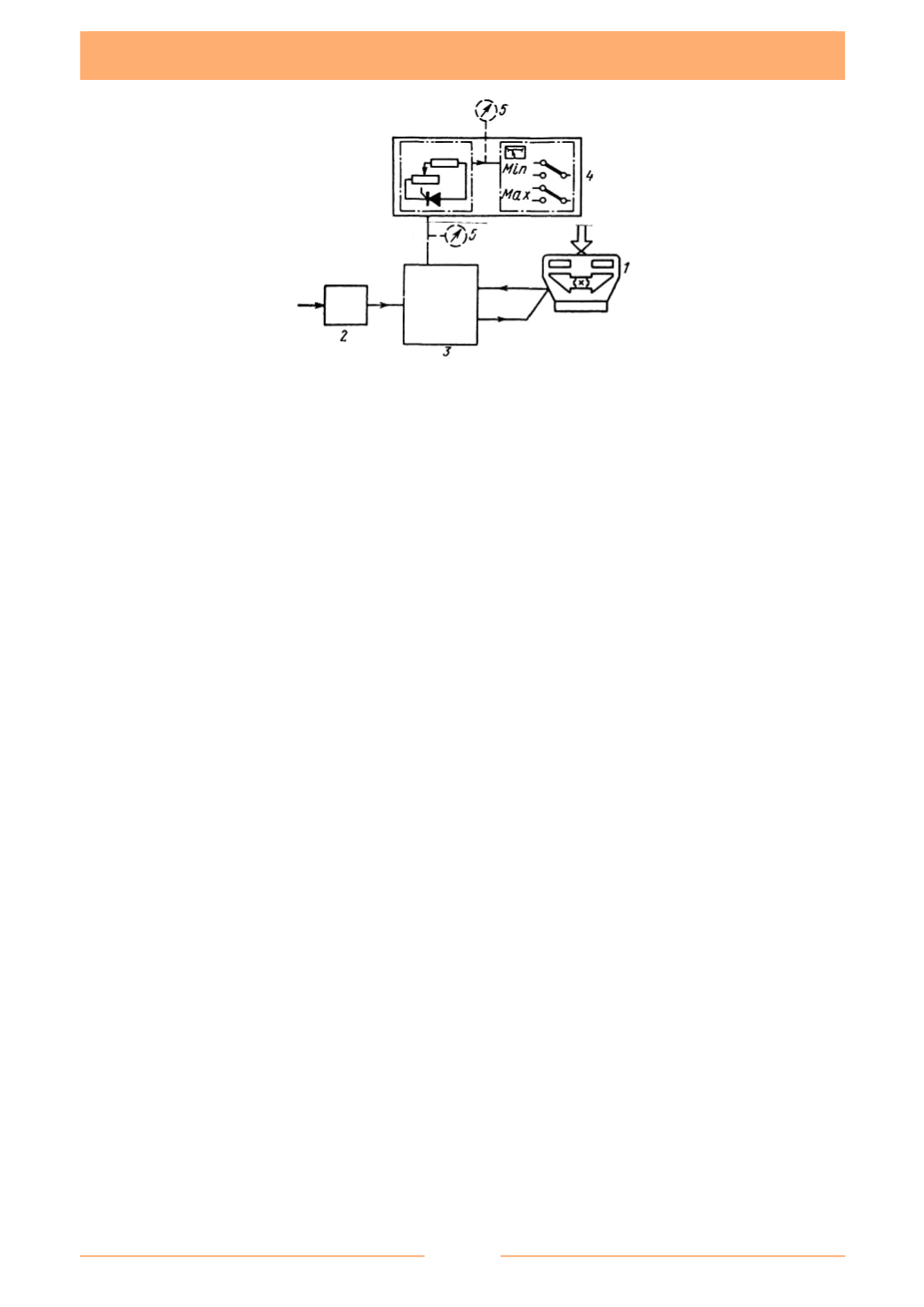
Рис. 5.5. Принципиальная схема взвешивающего
устройства (прессдуктора):
1
– мессдоза с датчиком;
2
– стабилизатор напряжения;
3 – питающий узел с секцией питания и выпрямления;
4
– контрольный прибор (калиброванное устройство и предель-
ный индуктор);
5
– указывающие приборы
К недостаткам этих печей относят: низкую температуру шлаков, что не
позволяет вести активный металлургический процесс и затрудняет удаление
шлака; выпучивание поверхности расплавленного металла из-за больших элек-
тродинамических сил, возникающих в расплаве, что ограничивает подвод мощ-
ности и интенсивность ведения плавки в печах с низкой частотой тока.
Изоляция тигельной индукционной печи служит защитой для медной ка-
тушки индуктора от теплоты тигля и регулирует тепловые потери при опреде-
лённой толщине его стенок (управляет спеканием тигля). Кроме того, изоляция
является электрической защитой находящегося под напряжением индуктора по
отношению к тиглю и уменьшает возможность прорыва расплавленного метал-
ла через футеровку к индуктору.
Изоляция должна обладать высокой механической и электрической стой-
костью при вибрации 50 Гц и температурах 250
о
С; должна выдерживать не ме-
нее 2U + 1000 кВ, U – напряжение, подводимое к индуктору. Электрическая
изоляция индуктора может быть следующих видов: воздушная; лаковая
(К-44, К-47, К-55, К-65, КО-87, КО-88, КО-89, КО-921, КО-946, КО-947); обмо-
точная (стеклоткань или лента, асбестовая ткань или лента); прокладки из изо-
ляционных твёрдых материалов (текстолит, стеклотекстолит, асбоцемент); мо-
нолитная изоляция витков индуктора (полиэфирные и эпоксидные смолы, от-
вердители и катализаторы этих смол, наполнители – асбомука, кварцевая мука,
каолин и силиконовые герметики).
Для плавки стали применяют печи повышенной частоты (ИСТ) с массой
садки от 0,06 т (ИСТ-0,06) (рис. 5.8) до 10 т (ИСТ-10) с установленной мощно-
стью 70 – 4 000 кВ
⋅
А, с удельным расходом электроэнергии 1 000 – 40 кВт
⋅
ч/т
соответственно.
Тигельные индукционные печи повышенной частоты типа ИСТ-0,06 на-
ходят применение в цехах точного литья и других, в которых требуются не-


