Нагревательные печи и устройства
214
грузки поддонов. Для автоматической разгрузки применяют поддоны с
выступами, которыми поддон удерживается у разгрузочного конца пе-
чи (рис. 8.3,
б
, поз.
I
), переходит выступами на вспомогательные балки,
при очередном толкании под действием тяжести поворачивается на 90
0
вокруг выступов (рис. 8.3,
б
, поз.
II
и
III
), детали падают в бак, а под-
дон снимается с балок и передается при помощи монорельса к загру-
зочному концу печи.
ВНИИЭТО разработал типаж электропечей для нормализации и
отжига стальных деталей в контролируемой (защитной) атмосфере с
нагревом до 1000
0
С. Индекс этих печей СТЗ с производительностью
от 0,2 до 1,5 т/ч. Детали подвергаются отжигу в печи
в течении 8 – 15 ч. Ширина однорядных печей 0,8 м,
а двухрядных – 1,6 м. Со стороны загрузки в печах установлены пред-
варительные камеры, а со стороны разгрузки – гидравлические затворы
или перепускные камеры для перепуска поддонов.
В ряде агрегатов изделия поступают сначала в закалочную печь,
затем они сбрасываются в масляный бак, извлекаются из него и посту-
пают в моечную машину, в которой с них смывается масло, затем вы-
сушивают и подают в отпускную печь. После последней изделия попа-
дают в замочный бак. Для того чтобы такой агрегат мог работать, его
механизмы связываются в одно целое с помощью блокировок, с тем
чтобы обеспечить определенную последовательность их срабатывания.
Такого рода агрегаты могут быть включены в автоматические линии
(рис. 8.4).
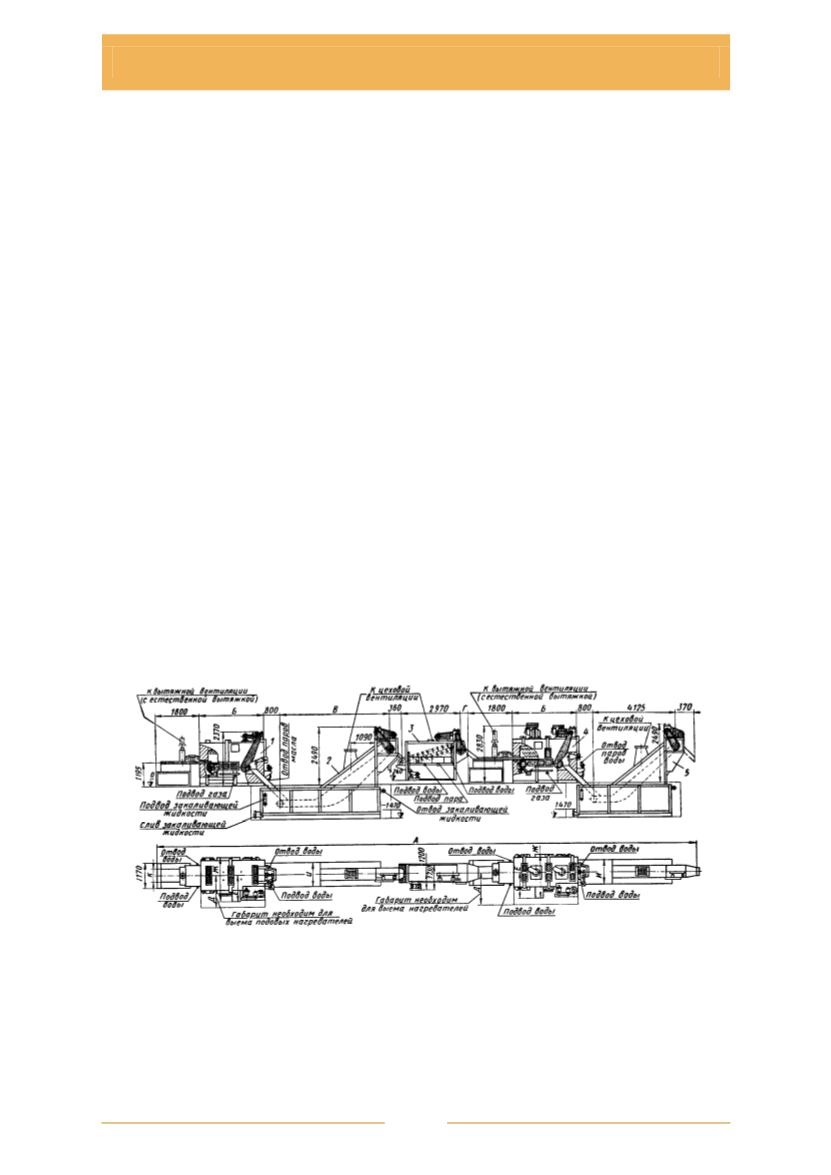
Рис. 8.4. Конвейерный закалочно-отпускной агрегат типа СКЗА:
1
– закалочная электропечь;
2
– закалочный бак;
3
– моечная машина;
4
– отпускная электропечь;
5
– замочный бак


