ПЛАВИЛЬНЫЕ ПЕЧИ ЛИТЕЙНЫХ ЦЕХОВ
235
Основные задачи управления процессом плавки в вакууме остаются теми
же, что и в обычных условиях. Однако отдельные задачи видоизменяются, на-
пример, в части контроля температуры металла, ввода добавок по ходу плавки
через шлюзовые устройства, и появляются принципиально новые задачи, свя-
занные с особенностями вакуумных печей.
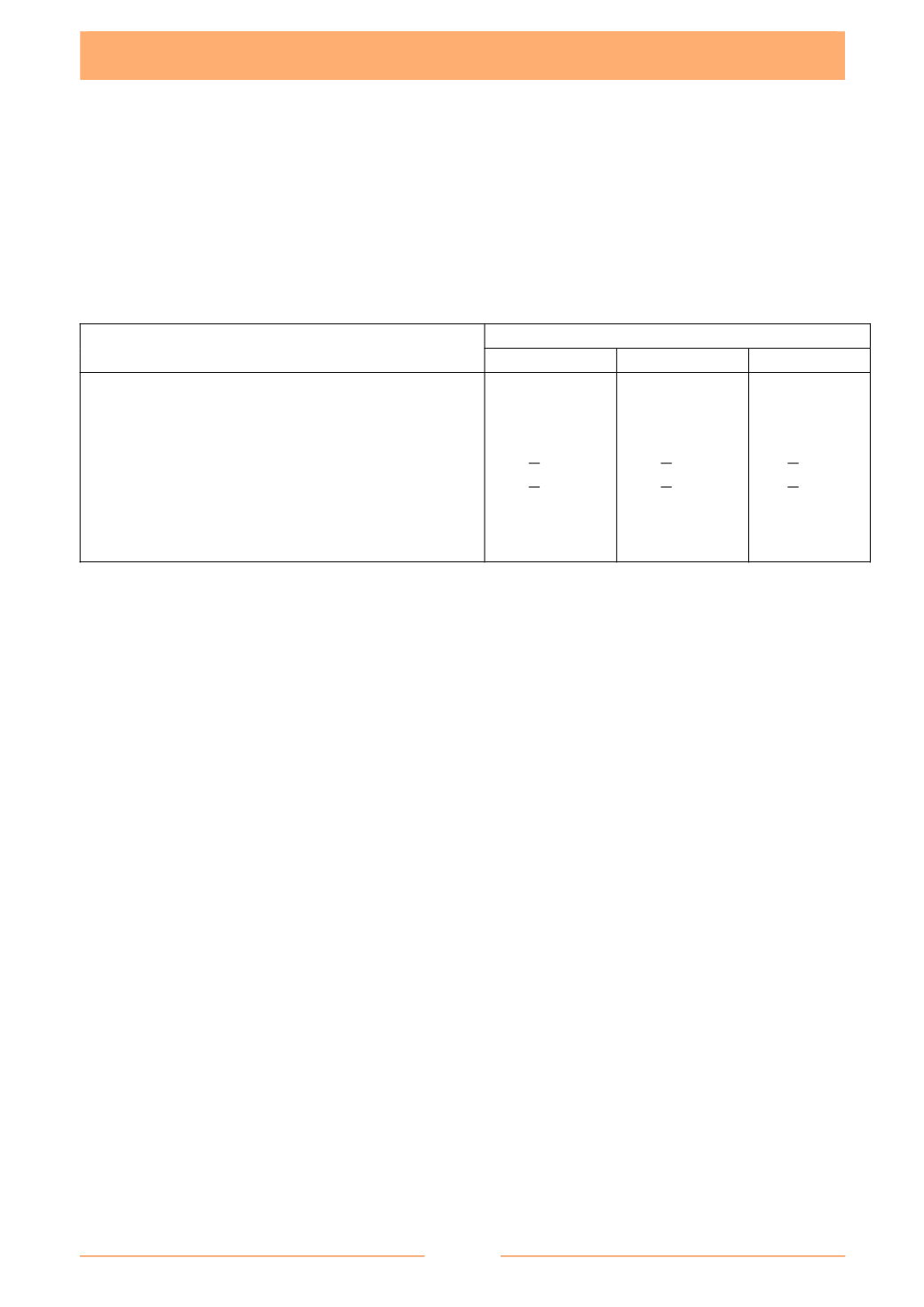
Таблица 9.14
Технические характеристики автоматических регуляторов
индукционных плавильных печей промышленной частоты
Показатель
Тип регулятора
АРИР32-6
АРИР32-9
АРИР64-10
Число регулируемых ступеней напряжения
Потребляемая мощность, Вт
Точность регулирования:
коэффициента мощности
силы тока, %
Диапазон регулирования:
коэффициента мощности
силы тока, %
32
150
+0,03
+6,00
0,85 – 0,90
30 - 100
32
200
+0,03
+6,00
0,85 – 0,90
30 - 100
64
200
+0,03
+6,00
0,85 – 0,90
30 – 100


