ТЕХНОЛОГИЯ СПЕЦИАЛЬНЫХ ВИДОВ ЛИТЬЯ
12
1.2.1.Анализ технологичности отливки и типы кокилей
Принципы анализа
технологичности кокильных отливок можно сфор-
мулировать лишь в общем виде и до определенной степени условно.
1)
Габариты отливки должны быть небольшими (хотя в кокиле изготовля-
ют отливки до нескольких метров длиной).
2)
Отливки должны иметь простую форму без резких углов, поворотов,
переходов от тонких частей к массивным (однако в кокиль отливают
такие сложные детали, как корпус блока цилиндров двигателя внутрен-
него сгорания и головку блока цилиндров).
3)
Конструкция отливки должна отвечать принципу направленности
затвердевания.
Конфигурация отливки должна обеспечивать конструирование кокиля с
простой для обработки плоскостью разъема, простым подводом металла, отсут-
ствием торможения усадки и несложным удалением отливки.
Все отливки, изготовляемые в кокилях, условно можно разделить на
7 групп по конфигурации.
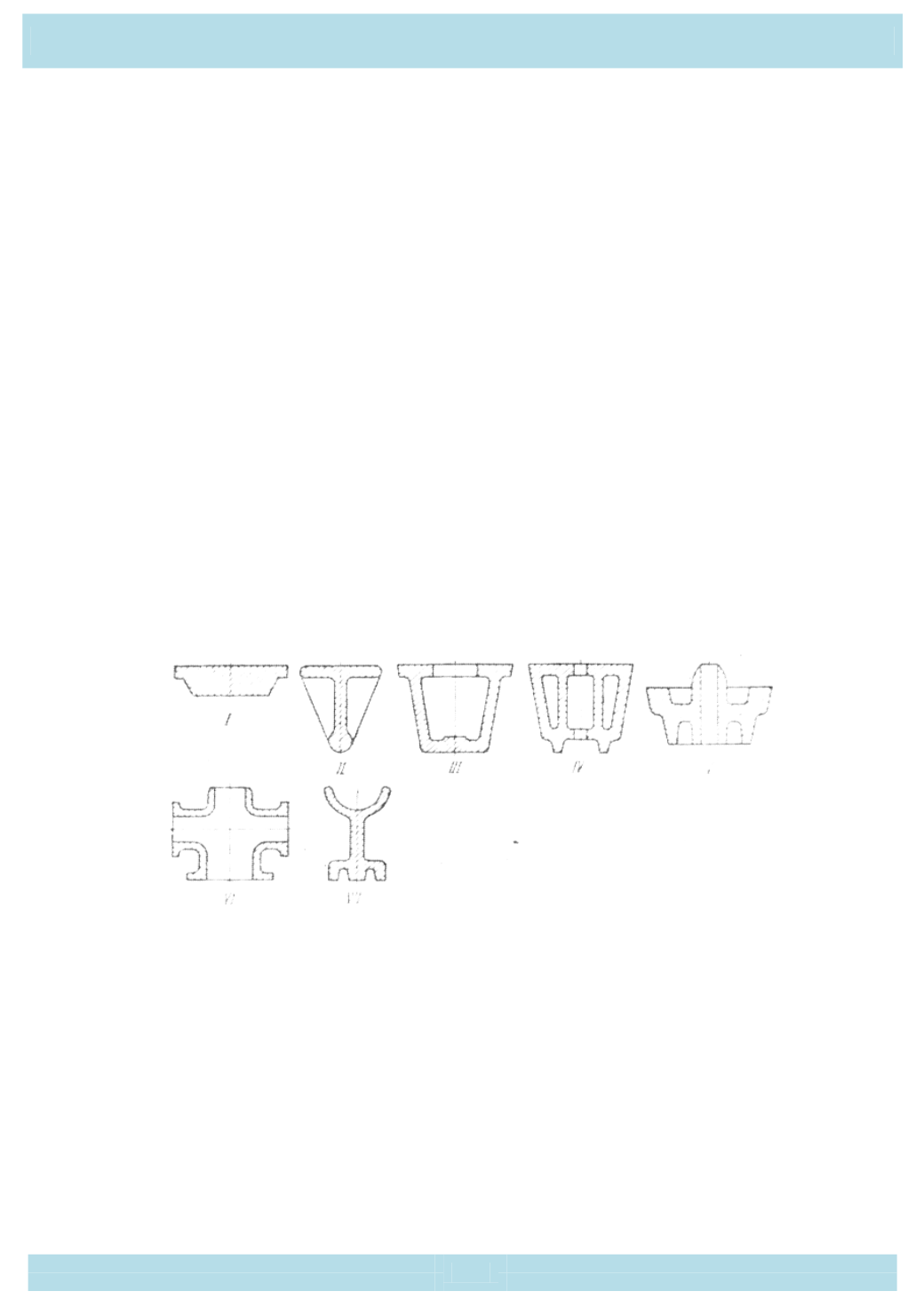
На рис.1.3. схематично показаны типовые представители отливок.
Рис. 1.3 Отливки для кокильного литья:
I
-
отливки без стержней. Имеют простые контуры, конструктивные уклоны
или конусность. II - отливки без стержней. Имеют на поверхности ребра и
выступы, но легко удаляются из кокиля. II I-для оформления внутренней
полости отливки используется стержень (в данном случае песчаный).
IV - сложный профиль внутренней полости отливки оформляется
несколькими песчаными стержнями. V - отливки с фасонным контуром
и стержнем для внутренней полости. VI - тонкостенные фасонные отливки
типа гидравлической арматуры с фланцами, ребрами и бобышками.
VII- отливки со сложным контуром, требующим
нескольких плоскостей разъема кокиля.


