ТЕХНОЛОГИЯ СПЕЦИАЛЬНЫХ ВИДОВ ЛИТЬЯ
9
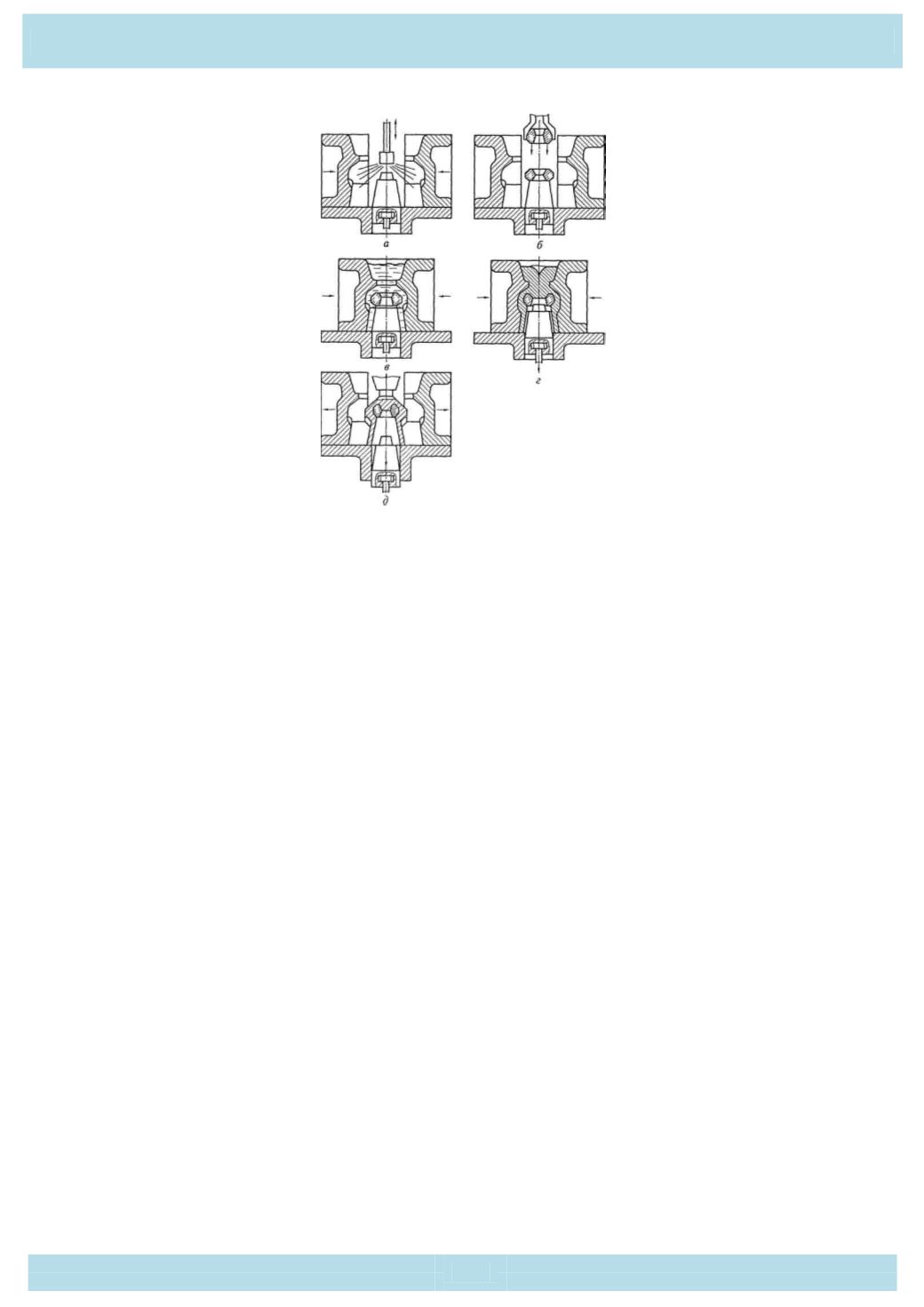
Рис. 1.2. Последовательность изготовления отливки в кокиле
(стрелки — направление движения деталей кокиля):
а
—подготовки кокиля к заливке (подогрев или охлаждение,
удаление облоя, снятие краски или облицовки,
нанесение краски или облицовки); б — установки стержней
металлических или песчаных, если отливка имеет полости);
в —
сборка и заливка формы;
г
— затвердевание отливки;
д —
разборка кокиля, удаления или выбивки отливки
из кокиля после затвердевания и охлаждения ее до требуемой температуры.
Состав облицовок и красок зависит в основном от типа заливаемого сплава, а
их толщина — от требуемой скорости охлаждения отливки: чем толще слой огне-
упорного покрытия, тем медленнее охлаждается отливка. Вместе с тем слой огне-
упорного покрытия предохраняет рабочую поверхность формы от резкого повыше-
ния ее температуры при заливке, оплавления и схватывания с металлом отливки.
Перед нанесением огнеупорного покрытия кокиль нагревают газовыми горел-
ками или электрическими нагревателями до температуры 150...280°С. Краски
наносят на кокиль обычно в виде водной суспензии через пульверизатор. Вода
капель водной суспензии, попадающих на поверхность нагретого кокиля, испа-
ряется, а огнеупорная составляющая ровным слоем покрывает поверхность. -
После нанесения огнеупорного покрытия кокиль нагревают до рабочей темпе-
ратуры, зависящей в основном от состава заливаемого сплава, толщины стенки
отливки, ее размеров и требуемых свойств.
б) в кокиль устанавливают песчаные или керамические стержни
(рис. 1.2,
б),
если таковые необходимы для получения отливки.
в) половины кокиля соединяют (рис. 1.2,
в)
и скрепляют специальными
зажимами, а при установке кокиля на кокильной машине — с помощью ее
механизма запирания.
г) заливают расплав в кокиль. Часто в процессе затвердевания
и охлаждения отливки, после того как она приобретет достаточную прочность


