" Н а у к а м о л о д ы х " , 3 0 - 3 1 м а р т а 2 0 1 7 г . , А р з а м а с
П о с в я щ а е т с я 1 0 0 - л е т и ю Р о с т и с л а в а Е в г е н ь е в и ч а А л е к с е е в а
216
технологии, проедставляющей собой последовательность переходов которая
называется «Планом обработки».
Разработкауправляющей программы начинется с задания системы ЧПУ
(постпроцессора) и «Локальной системы координат ЧПУ», которая определяет
положение нулевой точки системы координат детали (X=0, Z=0) и направление
осей Z и X. Для этого вызывается команда
«Система ЧПУ» панели
инструментов «Модуль ЧПУ. Токарная обработка». В дереве построения
модели указывается ЛСК:1 и выбирается система ЧПУ,используемого для
обработки станка - SINUMERIK 802D. После завершения команды в дереве
построения «План обработки» появится узел «Система ЧПУ».
Чтобыопределить заготовку, инструменты, приспособления, исходную
точку и зону безопасности нужно вызвать команду
«Заготовка,
инструменты». На открывшейся панели свойств, на вкладке «Контур
заготовки» нажимается кнопка «Открыть модель заготовки» и выбирается файл
содержащий 3Dмодель заготовки (*.m3d).
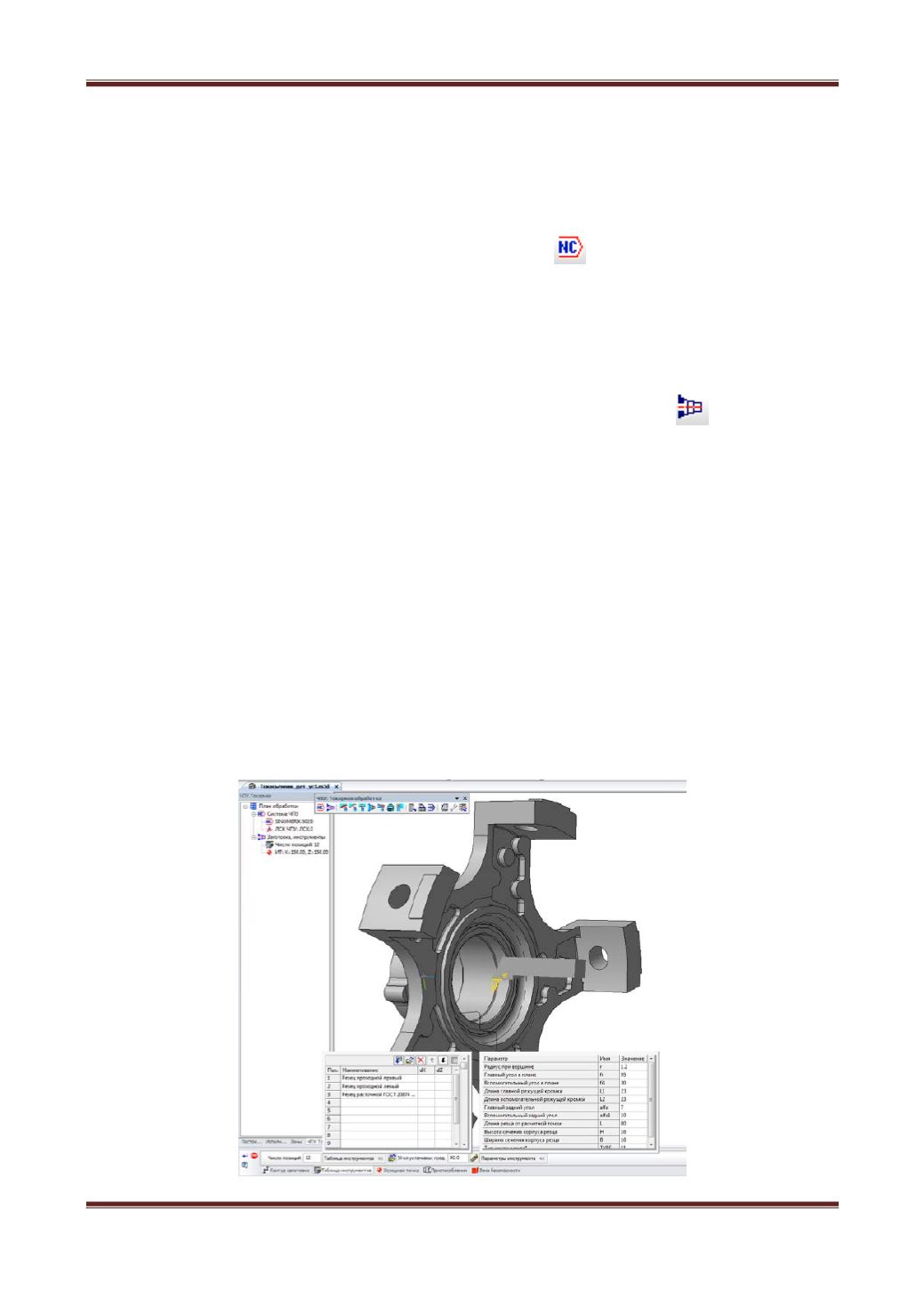
Затем на вкладке «Таблица инструментов» (рисунок 1)задается 12
позиций для револьверной головки. В списке «Таблица инструментов»
определится пустая с 12 строками,каждаяиз которых соответствует
определенной
позиции
револьверной
головки.
Следуяоперационной
технологии, инструменты размещаются в соответствующих позициях.
В первомпереходе обработки детали «Корпус» используется проходной
резец. Чтобы его разместить,выбирается кнопка «Добавить инструмент из
файла» и из каталога инструментов выбирается инструмент «Резец проходной
правый». Остальные инструменты также выбираются из каталога
инструментов.
Рис. 1 - Панель свойствкоманды «Заготовка, инструменты»


