Нагревательные печи и устройства
225
При индукционном нагреве токами высокой частоты разность
температур поверхности и внутренних слоев доходит до 900
0
С, однако
трещин в металле не образуется. Это объясняется тем, что при боль-
шом сечении ненагретых внутренних слоев усилия, приходящиеся на
единицу сечения, не велики.
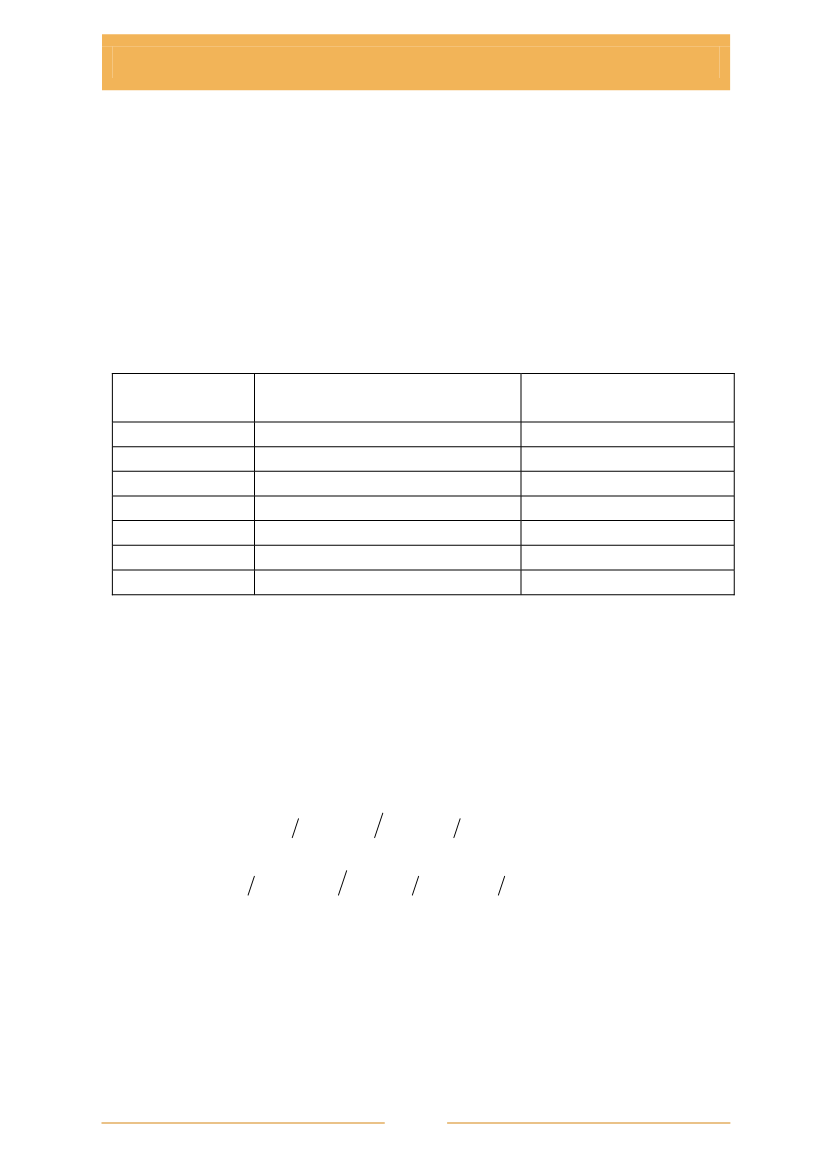
При сплошном нагреве цилиндрических стальных заготовок под
ковку и штамповку применяют следующие частоты в зависимости от
диаметра заготовки (табл. 9.2).
Таблица 9.2
Зависимость частоты и глубины проникновения тока от диаметра заготовки
Частота, Гц
Глубина проникновения тока, м
Диаметр нагреваемых заго-
товок, мм
50
76
260 – 600
500
25
88 – 200
1000
17
60 – 136
2500
11
39 – 88
4000
9
32 – 72
8000
6
21 – 48
10000
5
18 – 40
Расчет индуктора состоит из двух частей: теплового расчета, в ре-
зультате которого определяют время нагрева и требуемую мощность, и
электрического расчета, в результате которого определяют мощность,
подводимую к контуру, ток индуктора и напряжение на зажимах.
Методы расчета времени индукционного нагрева основаны на
решении уравнения теплопроводности Фурье с учетом внутренних ис-
точников теплоты. Для одномерного случая в прямоугольной системе
координат оно имеет вид
λ + ∂ ∂=τ∂∂
aq x t a t
2 2
,
(9.4)
в цилиндрической системе координат
λ +τ∂ ∂+ ∂ ∂ =τ∂∂
aq
rt
r t
a t
)
(
2 2
,
(9.5)
где
а
и
λ
– коэффициенты температуропроводности и теплопроводно-
сти материала;
t
– температура;
τ
– время;
r
– радиус;
q
=
f
(
r
,
τ
) – функция распределения плотности внутренних источников
теплоты в материале, Вт/м
3
.
Плотность внутренних источников теплоты представляет собой
электромагнитную энергию, выделившуюся в единицу времени в еди-


